您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 电子设计/PCB > 化镍浸金量产之管理与解困-白蓉生
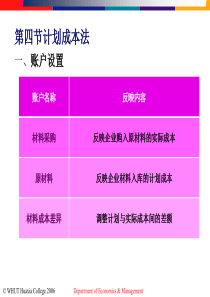
中国PCB技术网网址:电邮:pcbtech@pcbtech.net化镍浸金量产之管理与解困台湾上村公司研发部经理周政铭TPCA技术顾问白蓉生一、前言化镍浸金(ENIG)大批量生产之自动联机可分为三大部份:(1)前处理:绿漆后之刷磨、微蚀(或酸洗)、水洗、吸水滚轮与热风吹干之水平联机,将烤绿漆造成待镀铜面的过度氧化物,进行机械法为主化学为辅之彻底清除。(2)本制程:逐槽上下进出操作,自脱脂起至金回收与水洗,共约十站。(3)后处理:又改回水平联机,含冷水冲洗、纯水漂净、与吸水滚轮,热风快速吹干及彻底再吹冷等。然后再进入后段流程;如印白字(目前已有先印UV型白字,并稍加烤硬以增强耐化性)与切外形及品检,之后还须再联机水洗与烘干,才能包装出货。图1.此二图天车式ENIG的自动生产线,都是出自台湾本土的供货商;右为竞铭公司左为巨基公司之设备。依配件与产能的不同,造价约自台币200-400万不等。由于上述之前处理,本线与最后工作等三段,不一定是在同一厂地同一时间所进行,故其运输与暂存之动作皆应尽量避免潮湿(如小孔内的湿气)与高温,以减少后续底镍层的继续劣化(Degradation)。本文将从三段式自动联机的实务管理说起,再分别引申到三大品质问题(露铜、长胖与变色)的现象、原因,与影响等深入说明,并同时提出有效的解困办法,希望对业者在实务上有所帮助。-1-==专注PCB行业==中国PCB技术网网址:电邮:pcbtech@pcbtech.net二、上游制程及前处理ENIG的直接前制程是绿漆(S/M)工程,但影响到孔环或焊垫“长胖”(Extraneousplating)与某些长垫方垫“露铜”(Skipplating)的原因,却要追溯到更上游的蚀刻成线、剥锡铅、与绿漆的显像(Developing)等步骤,现逐一说明之。2.1蚀刻不良──ENIG长胖上游成线蚀刻进行时,若铜箔棱线踏入板面树脂太深者,蚀刻后密集焊垫边缘根部附近的板材中,可能还留有残铜碎瘤。一直要到ENIG后才可能发现垫边长胖或局部突出等恶性扩张,此时不但要追究蚀刻制程,甚至还要远溯到压合与铜箔去。另外要注意的是,蚀刻后线边垫边之上缘,是否出现不良的“悬边”(Overhang),这种随时会断的鬼东西经常会带来麻烦。图2.此四图皆为线边或垫边局部长胖的实例,原因出自铜瘤的残存与三大参数过高所致。上二图为俯视图,下二图为断层切片图。2.2剥锡不良──ENIG露铜蚀刻成线后的剥锡铅(或剥纯锡)也要小心,须注意其电镀铜表面,是否尚留有剥除未尽的浅灰色IMC存在。果真如此,则各种刷磨与酸咬都奈何不了他,最后恐将难逃露铜的宿命。因铜面上一旦有Zn、Cd、Pb、Sb、Bi、S、Cr等“毒药”之残迹时,-2-==专注PCB行业==中国PCB技术网网址:电邮:pcbtech@pcbtech.net都将强力抑制化镍皮膜的生长,其中尤以锡(Sn)、铅(Pb)、与硫(S)等经常会出现在板面的铜垫上,去除未尽时即有可能露铜,而铬(Cr)甚至只要2-3ppm,化镍皮膜的生长就会打烊。2.3NPTH孔壁钯层钝化之硫醇残迹──ENIG露铜现行的NPTH做法,已经不再逐一塞入小辣椒以节人力。代而起之的是在一次全面镀铜后贴干膜时,顺便将NPTH也都一并蒙上,于是二铜锡铅与蚀刻后,虽然各NPTH的孔内已被咬得全无铜壁,但化铜前阴魂不散的钯层,却丝毫无损不动如山。这种板子一旦进入ENIG之中,其不该上镍上金的非通孔,对于ENIG的接纳却丝毫不逊正常焊垫甚至过之,不免令人为之气结。图3.此二图均为焊垫露铜的典型例子,若非槽液整体活性不足,即可能是单独垫面负电性尚不够强,或铜垫表面已遭污染所致。于是剥锡铅之前只好先将板子浸泡一种硫醇槽液,以钝化掉NPTH孔内的钯层,而于后来ENIG之际不再作怪。不幸的是硫醇处理后冲洗不洁时,难免就会带硫进入剥锡铅槽,使得剥后的铜垫或侧缘也多少沾上了硫。铜面的硫是化镍反应的死对头之一,因而想要彻底防止露铜就难上加难了。2.4绿漆品质不良──ENIG露铜绿漆本身的耐化性(ChemicalResistance)要够好,才能耐得住ENIG高温长时间的化学攻击(平均82-86℃,两槽共约20-30分钟)。各种S/M中以PSR-4000的Z-100型的耐化性最好(但解像度却不见得杰出)。大凡此项本领不佳者,ENIG之后的绿漆色泽将会被漂洗而变浅。也就是说绿漆配方中的若干有机物-3-==专注PCB行业==中国PCB技术网网址:电邮:pcbtech@pcbtech.net已溶入化镍浸金槽液中,久之势必带来为害不轻的污染。通常铜面的绿漆厚度不宜低于0.2mil,否则ENIG之后常会出现发白的现象,也是被退的缺点之一。2.5绿漆显像不良──ENIG露铜绿漆显像不足常使铜垫上留有未能尽除的透明残膜(Scum),此残膜中不但含有Na2CO3与消泡剂,并另有已溶入的绿漆成份,一旦附着铜面而又遭后续之高温烘烤,就会将与铜面勾搭成为难以去除的“错化物”(ComplexingCompound),而不仅只是稀松平常的氧化物(Oxides)而已。图4.左图为孔环及孔壁有Scum存在,致使ENIG后之露铜情形;右图系表面焊垫上因残膜存在而发生的露铜情形。图5.此手机板上应镀ENIG的区域,居然还看得到相当多量如假包换的绿漆,腼不知耻的占住位子不肯离开,根本不是什么阴魂不散的透明残膜,其管理之粗心马虎未免太过离谱。-4-==专注PCB行业==中国PCB技术网网址:电邮:pcbtech@pcbtech.net图6此为被压入微点状的绿漆残膜,所造成后续ENIG微露铜的缺失。左为350倍画面,右为800倍画面。可清楚看到露铜区内的刷痕,及ENIG冲到边缘围攻不进,却另往上空发展的生动外貌。且EN本身的球面结晶也晶莹剔透粒粒可数。2.5.1显像后水洗不良,或吸水滚轮的再污染──ENIG露铜此处水洗的对象是大量湿滑的碱性物质,必须要用充足的自来水冲洗才完全清除。纯水仅具冲淡作用根本洗不掉碱性化学品,一律用纯水清洗,是有钱而无知的蛮干法。正确操典是在快速烘干之前才过门纯水,以避免不良水痕的附着。您若不服气,可试试抹了肥皂的双手,一手冲纯水另一手冲自来水,效果如何连三岁的娃娃也能立判。真相就是如此简单,千万别脸红脖子粗糗事又不止这一桩,干嘛还磨不开!图7.此二图之垫面较暗者为ENIG之镀面,周围不规则浅色环绕者是绿漆显像不洁恶名昭彰的透明残膜(Scum),显像不良应负最大责任。有时候显像与水洗都还不错,但热风吹干前的陈年吸水滚轮,却是出奇的骯脏,反而把洗净的板子又给滚涂成了残膜的附着,成事不足败事有余。只要用手去摸摸吸水轮面有无滑滑腻腻,-5-==专注PCB行业==中国PCB技术网网址:电邮:pcbtech@pcbtech.net就知道是否该洗该换了。任何看不见的Scum只要烘烤老化变质(与铜金属发生错化反应)后,想要在正常流程中去彻底清除,堪称机会不大。不过一般在喷锡板操作时,这种恼人的残膜反而是芝麻小事一椿,高温强风与助焊剂的联手,甚至一次不够再加一码下,早已灰飞烟灭无影无踪了。2.5.2烘干未冷透即叠板,造成铜面异常氧化──ENIG长胖或S/M破边显像及联机水洗烘干冷却后,进入下一站热烤硬化前常需暂存或搬运,以配合生产计划或不同场地,倘未干透冷透而径行叠板者,中央部份铜面的异常氧化就会上演,又经S/M长时间烘烤后,斑点或驳面都将一一亮相。此异常氧化一旦出现在“绿漆设限”(SolderMaskDefined)的边缘,当其进入前制程与ENIG本线的微蚀槽时,药水对该种厚氧化铜的松软区,将会集中力量大肆攻击,造成S/M正下方被侧攻侵入,以致绿漆失根掏空。加以ENIG更会在毛细作用的帮忙下趁虚而入,形成另一种台面下的“长胖”。图8.左图为某高级组装板中之大型BGA安装焊接区,外围系孔环与圆垫之哑铃组合,其环边与垫边的绿漆,即属“CopperDefined”类。但中心区铜面上的绿漆则却另属“S/MDefined”者。后者一旦微蚀过度,则将出现挖墙脚之不良横向渗入,难免引发许多后患(另见图30)。有时S/M中并未异常氧化,但若前后联机的两道微蚀过度发威时,也会在绿漆着落与铜面交界处,发生这种挖墙脚的情形。而且这种粗心大意的“热叠板”(即使有隔纸之下),也常在其它水洗烘干联机中不断发生,只是管理者难以发现而已,夜班毛病尤其多多。-6-==专注PCB行业==中国PCB技术网网址:电邮:pcbtech@pcbtech.net2.6绿漆烘烤硬化后铜面异常氧化──ENIG露铜正常烤漆后其干净铜应呈现暗紫红色,凡经前处理的刷磨与ENIG本线的微蚀,即可得到纯洁的铜面。但原本污染不洁的铜面,烤绿漆后极可能会呈现残膜的顽固附着,ENIG后露铜的机会也将大增。且绿漆也不宜过度烘烤,以防变质脆化以致附着力变差,而增加在ENIG之后的局部破碎脱落。镍槽与金槽的温度超过88℃时,也都将会伤及S/M,进而增多露铜的机会。超温甚至还会有底镍黑垫的可能。2.7化镍浸金前之联机预刷清洗2.7.1水压太小或无水冲洗──ENIG垫边长胖或嵌入绿漆烘烤S/M后暗紫色的铜面氧化物,须经金钢刷(指有机纤维的刷毛中沾附有金刚砂者)搭配强力冲水下进行刷磨。正常之刷幅应在0.7-1.0cm之间,压力太大可能造成绿漆的雾化。一旦无水或水压不足时,则在缺乏滑润与冲走下,会造成在垫边聚集或绿漆嵌入之铜粉,此时的绿漆外观会呈现局部黑斑。进入ENIG的本线时就会在钯槽中接受活化的款待,后站中就会冒出不该有的镍金。此等败绩不但形成局部垫边长胖,且绿漆表面的镍金还很不容易抠掉呢。图9.此二图皆为刷磨时绿漆表面遭铜粉强行嵌入,造成事后无法允收的缺点。通常自动线作业,一直要到最后板子出来时,才会发现早就发生了问题,想要挽救已经太迟。由此可知自动线的完善管理是何等重要!2.7.2维修刷毛减少露铜-7-==专注PCB行业==中国PCB技术网网址:电邮:pcbtech@pcbtech.net常用之刷毛以刷出#1000的粗度为宜。由于水平输送具有左中右三条跑道,以中央路线的机会最为频繁。久而久之造成刷毛长短不均影响刷铜效果,常会造成板边各垫面的露铜。此时应采不锈钢板上贴有粗砂纸的“整刷板”,去对刷毛修整维护,以保持均匀刷磨。不过目前手机板流行选择性ENIG与OSP,两种皮膜共存的场面,则在做化镍浸金的前流程时,须用干膜(杜邦的W-250,即下左图之蓝色者)覆盖后续OSP管区的铜面。如此一来当然就不能再照章刷磨,以保护干膜的安全。所剩节目也只能靠微蚀的单独表演了。图10.左图为选择性局部ENIG制程中所成像的干膜阻剂。右图为去掉干膜后,再针对该等重要焊垫继续完成的OSP皮膜,此右图即为两者并存的画面。由于OSP各焊点可靠度较好,已受到愈来愈多下游用户的认同,并指定要做这种兼容并备的工序。图11.最新手机板上CSP与Mini-BGA之焊垫均已改采OSP,除了必须做为二次焊接的金钟罩还会用到ENIG以外,其它所有焊接工作全由OSP所包办了。此种困难制程不但会让干膜污染槽液,而且也常破碎脱落的阻剂而报废板子,左右为难痛苦不堪。-8-==专注PCB行业==中国PCB技术网网址:电邮:pcbtech@pcbtech.net2.7.3小型焊垫处理困难──强度不足即使全面能刷的手机板,其基频区中三、四颗CSP的超小焊垫,也很难得到良好的磨刷成果。此等躲藏在组件肚子底下的微小焊垫,一向是焊性不良焊点不强的隐忧。国立中央大学化工材料研究所,高振宏教授所指导的一篇论文中,曾说明焊点愈小者,其含金比例就相对会增加,一旦超过0.1%时,将可能引发
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 ccgo
ccgo
本文标题:化镍浸金量产之管理与解困-白蓉生
链接地址:https://www.777doc.com/doc-4668942 .html