您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 23辊连续拉伸弯曲矫直机组在铜镍复合带中设计应用
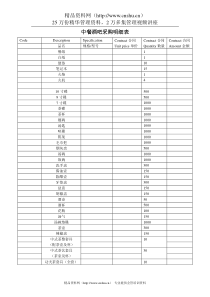
23辊连续拉伸弯曲矫直机在铜镍复合带中设计应用杨基明(西安艾蒙希科技有限公司,陕西西安710056)摘要:铜镍复合双金属材料是新能源汽车电池组以及通信器材、电器元件等所必须的材料,这种材料既具有非常好的导电性,同时也能满足连接、接插所需的强度。而轧制后的铜镍复合带材的板形直接影响到了连接片冲压成型的成材率。平直度是衡量铜镍带材产品质量的重要指标之一,随着用户对带材平直度要求的不断提高,带材平直度的控制和改善显得日益重要。连续拉伸弯曲矫直技术是消除带材板形缺陷,改善带材质量的重要手段。关键词:复合带材;23辊矫直机;延伸率一、铜镍复合带特点铜镍两种金属经热复合加工实现冶金结合。这种双金属板带由于其高比强度以及良好导电性在新能源汽车、电子信息等领域得到广泛应用。但是这两种材料由于其延展性不一样,所以这种复合材料经冷轧后常呈现“拱”形状,由于这种双金属材料特性,所以我们设计连续拉矫机组消除板形缺陷的同时要考虑强化释放弯曲应力,相对弱化张应力。所以我们设计机组时采用多次弯曲,多辊矫直加强弯曲应力释放,从而获得较好的板形。这种双金属材料板形处理既要保证较小材料延伸率,也要保证宽度方向不能延展。二、23辊拉弯矫直机组设备机组设计组成如下图一:①、开卷机,②、入口转向辊,③、入口张力辊组,④、三次弯曲单元,⑤、23辊矫直单元,⑥、出口张力辊组,⑦、出口转向辊,⑧、卷取机组成。其中,多次弯曲单元和23辊多辊矫直单元是关键设备。图一23辊拉伸弯曲矫直机组示意图本套拉伸弯曲矫直机组共设有8套张力辊,张力辊按位置分为两组,分别为入口张力辊组和出口张力辊组,两者之间产生的张力为矫直段张力。它和开卷张力、收卷张力一起构成机组的三段张力控制。6#设备是机组的基准速度,矫直段前后的机组速度差实现其机组延伸率控制。该机组4#单元是三次弯曲机组,5#单元是23辊多辊矫直机,目的就是强化弯曲应力释放。实践证明:该机组设计非常适合此类双金属复合材料板形修复。2.1.多辊弯曲矫直机结构2.1.1.弯曲单元弯曲单元由三组弯曲辊系及其升降机构、上、下机架组成。弯曲辊系为三组六重式结构,三组工作辊直径分别为ф12mm、ф13mm、ф14mm,均小于矫直机工作辊。带材经过较小的弯曲辊后形成包角,产生变形的曲率半径小,从而使带材的变形更大,经过三次大变形量使得带材内部的变形应力得到充分释放,使得带材的板形趋于平直。带材依次经过直径为ф12mm、ф13mm、ф14mm的三组弯曲辊,辊子直径越来越大,变形量越来越小,板形趋于平直。每组辊系的下辊系可单独上下调整。用户可根据不同的带材板形,从而调整带材在每组辊系形成的包角大小,包角越大,带材的变形越大。弯曲单元对薄带硬态带材板形有明显的改善效果。2.1.2.23辊精密辊式矫直机23辊矫直机采用小直径的工作辊正反交替弯曲带材,拉伸应力和弯曲应力叠加,使带材中不等长纵向纤维组织在全厚度上同时被塑性延伸拉长,弹性收缩后在全宽度上保持相同长度,减小或基本消除导致板形不良的带材内应力,从而获得很高的平直度。2.1.2.1.矫直机压下及倾斜机构由两台交流电机和减速机分别传动入口和到出口两个蜗轮减速机中的蜗杆使蜗轮转动,压下丝杆不旋转仅带动上辊系上下运动。对于压下量的大小,可从HMI上显示,两台电机同时转动,上辊系入口和出口则同时压下,采用位移传感器精确控制,压下控制重复定位精度0.005mm。上辊系倾斜调整入口和出口压下电机不同步转动,一侧保持位置不变,另一侧则单独压下或抬起,从而使得上辊系产生倾斜。2.1.2.2.工作辊装置辊系装置由上下23支工作辊和25根中间辊及支承辊组成。工作辊布置为交错式,上排11根,下排12根,在工作辊上再交错布置中间辊上排为12根,下排13根。为了便于维护和清洗辊系,上辊系中工作辊、中间辊、支撑辊可整体更换;下辊系可随上辊装置整体取出或单独取出,换辊时间0.5小时。下辊系采用伺服油缸调节(三段可单独调节),工作辊直径ф16mm。2.1.2.3.下辊凸度调整机构采用3组伺服油缸推动安装在机架上的楔块运动,从而使下支承辊系上下运动达到或离开工作位置间接调整下工作辊凸度。带材在23支工作辊辊缝中穿行,在每只工作辊表面形成不同角度的包角而产生弯曲变形,入口侧包角大,出口侧包角小。带材经过多个工作辊上经过多次弯曲变形和张力拉伸的共同作用下,将带材相对短的部分延伸,而相对较长部分的带材较小或者不延伸,从而使得带材达到平直。对于带材有较大的边浪时,可通过调整下辊系的凸度机构,使得工作辊中间凸起,带材中间部分在工作辊表面中间段延伸大,而两侧延伸小,最终使得带材在宽度方向长度一致,从而消除带材边浪。相反,对于带材有较大的中浪时,可通过调整下辊系的两侧凸度机构,使得工作辊两侧凸起,带材两边部分在工作辊表面边部段延伸大,而中间部分延伸小,最终使得带材在宽度方向长度一致,从而消除带材中浪。2.2.拉伸弯曲矫直的技术优点拉伸弯曲矫直的根本特点是能在张应力水平远低于材料屈服极限的情况下而使带材产生塑性延伸。在弯曲矫直辊作用下的很小一段带材是处在塑性状态,而在张力辊之间的其余部分仅产生弹性变形,即使在带材产生塑性变形的区域内,也总是只有一小部分带材截面处于塑性变形状态,因此不容易出现在带材边部的缺陷处断带的危险。所以拉伸弯曲矫直的手段特别适用于薄板带材(该机组设计矫直带材0.1-0.6mm),带材在较之前不需切边,而其延伸率很小(0.02%-0.2%)因此所需的矫直张力比单纯的拉伸弯曲矫直时小很多,因此张力辊组需要输出的转矩也相应较小,从而保证了带材的板形和材料物理性能。2.3.机组延伸率控制延伸率控制主要作用是将实时检测出的带材实际延伸率值和给定的延伸率进行比较,当反馈延伸率大于给定延伸率时减小S4张力辊的转矩给定进而减小矫直张力;当检测值小于给定时,增大S4张力辊的转矩加大矫直张力,从而实现恒延伸率控制。由于机组延伸率很小(0.02%-0.2%),在弯曲和矫直压下量一定的情况下,转矩调整很小。延伸率控制主要由两个环节构成,一部分是延伸率比较环节,另一部分是延伸率调节环节。比较环节的作用是比较实际延伸率和设定延伸率的差值,当差值的绝对值大于或小于误差死区时,系统延伸率控制自动使能或保持。2.3.1.延伸率计算延伸率是指材料在拉伸后伸长量与原始长度的百分比。即211ELLL(3-1)式中,E为延伸率;1L为拉矫前带钢的长度,mm;2L为拉矫后带钢的长度,mm;在拉伸弯曲矫直时,影响带材延伸率的主要因素是:带材弯曲曲率和矫直张力。弯曲曲率又是由多次弯曲辊与多辊矫直辊辊径及其切入深度决定的,工作辊切入深度是由下辊座升降电磁阀及油缸调节的。在工作辊辊径确定的前提下,金属带材拉伸弯曲矫直工艺的主要因素便转化为矫直张力、矫直辊切入深度。本机组设计理念是:小张力大弯曲。因为较低的张力不容易发生断带,有利于保证带材的物理性能,提高生产效率。2.3.2.延伸率检测延伸率控制的基本原理可知,只有实时准确的检测出带材在拉弯矫直段的延伸率,才能对带材延伸率进行准确的控制。公式(3-1)虽然简单直接的给出了一种延伸率计算的方法,但是其只适合计算一段带材的平均延伸率,不利于实时计算延伸率,所以在实际中一般利用拉弯矫直机组出口和入口带材的线速度来间接的得到带材的延伸率,方法如下:Lvt(3-2)L为带材长度,m;v为带材线速度,m/s;t为时间,s;由公式3-1可得;21crrLLVVELV(3-3)E为延伸率;rV为矫直入口带材线速度,m/s;cV为矫直出口带材线速度,m/s;由上式可以看出,通过拉矫机出口和入口带材的线速度就可以得出延伸率,在本套拉弯矫直机组中,我们利用装在张力辊S4电机和张力辊S5电机上的编码器来检测电机的转速进而计算出矫直段入口和出口的线速度,进而得出延伸率。2.3.3.延伸率控制当前拉矫机的延伸率控制方法主要包括,延伸率直接控制法和延伸率间接控制法两种。该机组延伸率采用间接控制法,主要是通过调整弯曲单元和矫直单元的切入深度以及微调矫直张力实现延伸率控制。其延伸率控制原理图如图二所示。机组速度给定开卷机卷取机S2S1S4S3S6S5S8S7负荷分配单元调速单元负荷分配单元延伸率给定延伸率检测单元延伸率控制器矫直张力给定图二延伸率控制系统框图2.4.矫直张力控制拉弯矫直机组的矫直段的张力主要是由入口张力辊组3#(S1.1、S1.2、S1.3、S1.4)和出口张力辊组6#(S2.1、S2.2、S2.3、S2.4)的8根张力辊产生的,其中入口张力辊组3#总的输出转矩直接决定矫直张力的大小,出口张力辊组6#的主要作用是产生与3#张力辊组相应的张力,其方向与3#的张力方向相反,同时6#张力辊组控制全线的运行速度。图三3#入口张力辊组2.5.开卷、卷取张力控制开卷机和卷取机均采用速度控制加力矩限幅的控制模式,为了保证在加减速及卷径变化的过程中,卷取张力恒定,本系统通过准确的计算带材卷径,对开卷和卷取机进行合理的空载转矩和动态转矩的补偿,实现了开卷和卷取机控制全过程的恒张力,进而保证了矫直段张力的稳定。三、机组实验结果该机组于2016年6月15日调试完成,对铜镍三种规格的材料进行了拉弯矫直,测试数据如下:23辊弯曲矫直机组测试记录2016-06-06材料型号开卷张力(Kg)矫直张力(Kg)收卷张力(Kg)机组速度(M/min)延伸率(%)凸度A(um)凸度B(um)凸度C(um)CS-5:0.12mm*110mm7010080600.0280.00.060.0测试结果:来料:44.6i,无拉伸变窄现象,成品全贴平;CN-3:0.66mm*83.6mm5030133800.05200.0-2.0172验收结果:来料45i,成品贴平;CN-2:0.1mm*110mm104876650.02310130306验收结果:入口85.9i,出口11.7i。四、结束语拉伸弯曲矫直机组是一套复杂的要求很高的机械、电气和液压综合控制设备。机组本身要求机械加工精度高、安装精度高、张力、延伸率以及凸度等控制精度高。本机组从铜镍双金属的板形特点着手,优化设计多辊拉弯矫直机组以及相应的控制策略,最终解决双金属复合材料的特殊板形。通过现场的调试生产结果,充分验证了该机组设计合理,控制策略先进,解决了铜镍双金属复合中的板形缺陷,该项目通过了深圳市政府科技局和客户的一致认可和验收。参考文献:{1},龙达海.带材拉伸弯曲矫直机组的应用{J}.有色金属加工,2004(5).{2},杨双成.拉弯矫直机组主要参数确定{J}.有色金属加工,2006(2).{3},张静漫.冷轧薄板拉矫机延伸率控制策略与模型研究{D}.东北大学,2007.Designandapplicationof23rollercontinuoustensionbendingstraighteningmachineincopperandnickelcompositestripYANGJiming(Xi’anAmctechCO.,LTD.Xian710056,China)Abstract:CuNiBimetallicCompositeisnecessaryfornewenergycarbatteriesandcommunicationequipment,electricalcomponents,suchasmaterial,thismaterialisverygoodconductivityandmeettheconnection,plugtherequiredstrength.TheCuNicompositestripshapeafterrollingplatedirectlyaffectstheyieldofconnectingsheetstampingforming.Flatnessisoneoftheimportantparamterstomeasurethequalityofcopperandnickelstrip.Withthecontinuousimprovementoftherequirem
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 lxlalala
lxlalala
本文标题:23辊连续拉伸弯曲矫直机组在铜镍复合带中设计应用
链接地址:https://www.777doc.com/doc-4731485 .html