您好,欢迎访问三七文档
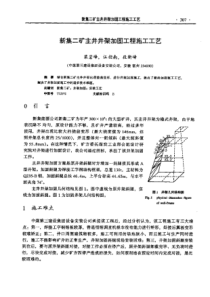
竹制品加工工艺流程备料细作手工雕刻砂光组立检砂涂装包装备料:选用检验合格的和适用的规格竹柸面板,按产品尺寸开料、切料、加长≤1.5cm加工,按产品异形异状,尺寸规格修边后刨光轻刨,厚度≤0.3mm进行拼板加工,使用水性高分子异氰酸酯木材粘合剂在正常压力(直压16兆帕,侧压20兆帕)温度在35℃待干3H定型为一体。细作:按产品的形状、尺寸进行加工弯形成型,形状与样品无异常,大小控制在±1mm。精切、钻孔要求精确误差±0.5mm,车积、仿型加工外观形状与样品相同尺寸大小不得超2-3mm。手工雕刻:参照原样形状要求无毛刺、刀印,顺畅自然,形状大小相同、竹制品材质坚硬不容易变形、雕刻纹理清晰、棱角分明立体感强、砂光:用80#砂布粗砂不可变形,要求圆顺,细砂过程用150#、180#、240#砂光、要求平顺自然、导管细腻光滑,处理针对雕刻产品用150#、180#、240#砂布进行砂光轮砂布花瓣砂光处理,不可变形,平坦、立体感强。组立:用AB铁胶组装,布胶均匀,无溢胶现象即可,施加适当压力,在30℃-35℃情况下6小时左右等胶干方可解压再生产,确保结构无松动,结实牢固。检砂:针对产品连接处的胶水死角碰刮伤,用180#、240#砂布进行手砂处理,要求平顺光滑,放在25℃-30℃的温房环境下养生24小时保持产品湿度在±12℃左右。涂装:油漆以竹木纹本色为主,做到三底二面,要求表面竹木纹清晰透明度强,有光泽、光滑,手感好、耐磨,雕刻产品鲜明,立体效果强。检验包装:确保表面无瑕疵,外观形状、尺寸大小符合原样标准,包装材料使用150磅纸箱保丽龙强度18-23公斤,包装测试通过试震、试压、试摔测试,保证产品质量。此款产名为JINMAO168A2张JINMAO168S4张
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 wobushiwo627
wobushiwo627
本文标题:竹制品加工工艺流程
链接地址:https://www.777doc.com/doc-4764167 .html