您好,欢迎访问三七文档
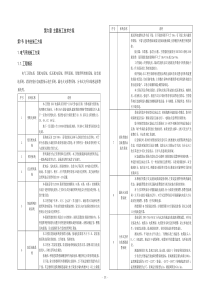
钻床加工工艺1.先审阅零件加工图,检查零件上所划线的方向,位置与图纸是否一致;如不一致应及时找技师反应,要求技师重新按图划线直到完全一致为止。2.根据零件的加工要求,选择并备好加工所需的钻具(中心钻、钻咀)及装夹具,检查钻具的锋利程度能否达到加工要求。3.错综交叉的运水孔,先分析加工的顺序:3.1横向与纵向间如有一组孔与胶位面垂直,应先加工与胶位面平行的孔,再加工与胶位面垂直的孔,确保与胶位面垂直的孔不钻穿胶位面。3.2由于钻孔很难控制孔的深度,一般先加工短孔的一组,再加工深孔的一组。3.3如果两组都是较深的孔,应用直尺在钻咀上刻上长度记号,记号要不易脱落,且清晰可见,确保在加工时一目了然,并控制深度在2MM以内。3.4深孔加工,要先用短的钻咀(100-150MM)加工,再用长的钻咀加工。有必要(300MM以上)时可用三次按长短顺序来加工,确保孔的垂直度。4.按确定的顺序,将工件固定在工作台上,固定时要牢固,易加工。5.用中心钻在十字线的冲点上用高建引孔,孔的深度为120°C角的一半处。6.用钻咀加工钻咀要装夹紧,不能打滑。钻孔时,钻咀要一边钻,一边升起排渣。确保钻咀不会由铁屑的阻扰而卡死,甚至卡断。7.两孔连接时,要保证两孔全部连通,确保水路的畅通。8.喉咀孔的加工按图纸要求,用带锥的成型钻咀(或成型刀)加工到要求深度,并保证孔底径符合要求。9.检查,按图纸要求检查孔的方向、位置及水路的连接情况(是否全部连通)用风枪将孔里的铁屑、杂物、水清理干净。10.收拾所有钻具、量具及清洁工作台面,并把加工好的工件整齐地摆放在指定区域。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





![房[XXXX]41号-《合肥市住宅小区物业服务收费管理办法》](/doc-589788.png)
 song0507
song0507
本文标题:钻床加工工艺
链接地址:https://www.777doc.com/doc-4772736 .html