您好,欢迎访问三七文档
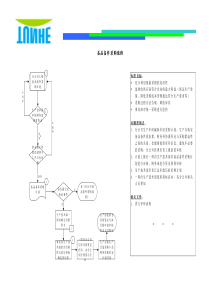
1·毕业设计课题名称阀芯套塑料模设计系别机电系专业模具设计学号1132431142学生姓名沈廉财指导教师王春艳完成日期2014-03-18广州科技贸易职业学院教务处制2广州科技贸易职业学院毕业论文(设计)任务机电系机电一体化技术专业(模具设计方向)兹发给11级模具班沈廉财同学冲压模课程综合实训任务书,内容如下:1、设计题目:阀芯套塑料模设计2、应完成的项目:根据图纸要求,设计落料冲孔模。3、参考资料以及说明:《模具课程设计指导》梅伶主编机械工业出版社2007设计要求:(1)绘制该工件制作所需的模具总装图。(2)绘制该模具的凸模、凹模零件图一套。(3)编写完善设计说明书。(4)将说明书和图样装订成册。(按A4尺寸装订)34、本设计任务书于2013年12月3日发出,应于2012年12月14日前完成。指导教师签名:年月日系主任签名:年月日广州科技贸易职业学院塑料模课程综合实训题目:系别:机电系班级:10模具班学生:系主任:张红伟指导老师:王春艳职称:讲师毕业论文(设计)评语:指导教师签名:年月日4成绩评定:系负责人签名:年月日5摘要塑料在当今世界上无处不用,因此塑料模具有很大发展,特别是注塑模。由此可知,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。塑料模具的结构组成为:成型部分,浇注系统,导向机构,侧向抽芯机构,顶出机构,冷却和加热系统。本课题主要是针对SPOOLCOVER(阀芯套)的模具设计,通过对塑件进行工艺性分析和计算,最终设计出一副注塑模。该课题从产品结构工艺性及具体模具结构出发,通过UG软件对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、、都有详细的设计,以及注塑机的选择及有关参数的校核。根据题目设计的主要任务是SPOOLCOVER(阀芯套)注塑模具的设计。也就是设计一副注塑模具来生产茶杯盖的塑件产品,以实现自动化提高产量。CAD/CAM技术在模具生产中迅速得到普遍的应用,深刻地改变了模具生产的面貌,将模具生产引入现代化的生产模式。现今的模具设计与制造已离不开CAD/CAM。关键字:塑料模具UGCAD6目录1前言..............................................81.1模具工业的地位..................................81.2塑料注射模具的现状及发展趋势....................81).注射模现状………………………………………………………………..82).注射模具内外的发展状况………………………………………………..92阀芯套塑件分析....................................103阀芯套的注塑模具设计...............错误!未定义书签。3.1分型面的选择....................错误!未定义书签。3.2型腔设计........................错误!未定义书签。3.3型芯设计........................错误!未定义书签。3.31).打开UG软件…………………………………………………………..123.32).导入产品………………………………………………………………..123.33)型芯的绘制………………………………………………………………133.4模具型腔的排位…………………………………………………143.5前后模仁的3D建立………………………………………………153.6模架的选择………………………………………………………193.61模架的确定………………………………………………………………193.62A板和B板的模仁开框………………………………………………..203.7浇注系统…………………………………………………………223.71主流道的设计………………………………………………………..…223.72分流道的设计……………………………………………………………253.73进胶口的设计………………………………………………………….273.8排气槽的设计………………………………………………….293.9冷却系统的设计……………………………………………….303.10顶出机构……………………………………………………..3174.注射机的选择.....................................334.1注塑机基本参数..................................334.2初选注塑机......................................344.3注射机的校核....................................354.3.1注射压力的校核................................354.3.2锁模力的校核..................................354.3.3安装部分相关尺寸的校核........................364.3.4模具外形尺寸校核..............................364.3.5模具安装尺寸校核..............................374.3.6开模行程校核..................................375.模具螺丝的绘制...................................376模具的装配........................................386.1模具的装配顺序……………………………………………………………………….396.2模具的维护…………………………………………………………………………….397.设计总结……………………………………………………….408参考文献………………………………………………………..408前言1.1模具工业的地位模具是一种重要的国工工艺装备,是国民经济各工业部门发展的重要基础之一。模具是压力加工或其它成形加工工艺中,使材料变形制成产品的一种重要工艺装备,应用广泛。它在锻造、塑料加工、压铸等行业中起着重要作用。模锻件、冲压件、挤压和拉拔件等,都是使金属材料在模具中发生塑性变形而获得的;压铸零件、粉末冶金零件也在模具中充填加工成形的;而塑料、陶瓷、玻璃制品等非金属材料的成形加工也多是依靠模具。少无切削加工是机械制造业发展的一个方向,而模具是利用压力加工实现无切削工艺的关键。模具成形有优质、高产、低消耗和低成本等特点,因此得到了广泛应用。据初步统计:依靠模具加工的产品和零件,电行业占80%,机电行业占70%以上。轻工、军工、冶金及建材等行业大部分产品和生产都离不开模具。1.2塑料注射模具的现状及发展趋势1)注射模的现状塑料制品在人们的日常生活中及现代化工业生产领域中得到日益广泛的应用。随着塑料工业的发展,社会对塑料制品的需求愈来愈大。据统计,在现代化工业生产中,60%~90%的工业产品需要使用模具加工,模具工业已经成为工业发展的基础。而塑料注射模在模具中所占的分量越来越大,其发展也非常迅速,大有凌驾其它模具之上的趋势。专家预测,在未来的模具市场中,塑料模具在模具总量中的比例将逐步提高,且发展速度将高于其他模具。一般来说,国外的模具工业起步比较早,发展也比较靠前,技术也比较成熟,现在注塑成型技术在向多工位、高效率、自动化、连续化、低成本方向发展。相比而言,国内相塑料模具就比国外落后得多,目前大多用的是单型腔,简单型腔的模具达70%以上,仍占主导地位,一模多腔精密复杂的塑料注射模,多色塑料注射模已经能初步设计和制造,但是有很多精密的模具都要靠进口。气体辅助注射成型技术的使用更趋成熟,如青岛海信模具有限公司、天津通信广播公司模具厂等厂家成功地在29~34英寸电视机外壳以及一些厚壁零件的模具上运用气辅技术,一些厂家还使用了C-MOLD气辅软件,取得较好的效果。如上海新普雷9斯等公司就能为用户提供气辅成型设备及技术。热流道模具开始推广,有的厂采用率达20%以上,一般采用内热式或外热式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道模具。但总体上热流道的采用率达不到10%,与国外的50%~80%相比,差距较大。2)注射模具国内外的发展状况近年来,随着塑料工业突飞猛进地向前发展,模具设计和制造工业也发生了根本的变化.高效率、自动化、大型、超小型、高精度、高寿命的模具在整个模具产量中所占的比例越来越大。据统计:汽车、拖拉机、电机电器、仪器仪表、自行车、电冰箱、电风扇等,分别有60%、85%和92%以上的零件用模具进行成型加工。模具生产的费用将占产品成本的10%-30%且逐步提高。因此日本称模具是进入“富裕社会的原动力”德国称为“金属加工中的帝王”工业发达国家的模具工业已成为独立的行业,把模具技术水平作为国家机械制造工艺水平的重要标志之一。而国内塑料塑件在人们的日常生活中及现代工业生产领域中占有很重要的地位。采用模具成型的工艺代替传统的切削加工工艺,可以提高生产效率,保证零件质量,节约材料,降低生产成本,从而取得很高的生产效率。因此,在机电、仪表、化工、汽车和航天航空等领域,塑料已成为金属的良好代用材料并得到了广泛的应用,出现了金属材料塑料化的趋势。作为最有效的塑料成型方法之一的注射成型技术具有可以一次成型各种结构复杂和尺寸精密的塑件。成型周期短、生产率高、大批生产时成本低廉、易于实现自动化或自动化生产等优点,因此,世界塑料成型模具产量中约半数以上是注射模具。近几年来,在我国其发展速度之快、需求量之大是前所未有的,但总体上与工业发达的国家相比仍有较大的差距。目前,我国模具工业的当务之急是加快技术进步,调整产品结构,增加高档模具的比重,质中求效益,提高模具的国产化程度,减少对进口模具的依赖。未来国内外塑性模具的制造技术和成型技术有如下发展趋势:1)在模具设计制造中广泛应用CAD/CAE/CAM技术;2)高速铣削加工将得到更广泛地应用;3)在塑料模具中推广应用热流道技术、注射成型和高压注射成型技术;4)提高模具标准化水平和模具标准件的使用率;5)研究和应用模具的高速测量技术与逆向工程;6)虚拟技术将得到发展;7)模具自动加工系统的研制和发展。广泛应用CAD/CAE/CAM技术,逐步走向集成化的方向发展。102.阀芯套塑件分析:如图2.1和2.2分别为阀芯套三维图和二维工程图:图2.1图2.2此产品采用ABS材料注塑,ABS,密度为1.05g/cm3,收缩率0.4%-0.7%取0.5%,由UG计算可得,单个制件的体积为1.5626cm3。重量:1.64g。ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性,丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。ABS具有如下特性:(1).综合性能较好,冲击强度较高,化学稳定性,电性能良好;(2).与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理;(3).有高抗冲、高耐热、阻燃、增强、透明等级别;(4).流动性比HIPS差一点,比PMMA、PC等好,柔韧性好,适于制作一般机械零件,减磨耐磨零件。ABS成型的工艺条件见下表:预热温度80~85ºC注射温度20~90ºC料筒前段温度150~170ºC11预热时间2~3h高压时间0~5s料筒中段温度165~180ºC喷嘴温度170~180ºC冷却时间2~120s料筒后段温度180~200ºC模具温度50~80ºC总周期5~220s所以此产品适合一模四腔3.阀芯套的注塑模具设计:3.1.分型面选择:分型面是指用于取出塑件和浇注系统凝料的可分离接触表面,也叫合模面。分型免得选择好坏对塑件质量,操作难易,模具结构及制造都有很大的影响,通常遵循以下原则:1)分型面应选择在塑件外形最大轮廓处。2)有利于塑件的脱模,确保在开模是使塑件留在动模一侧。3)分型面的位
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 chun38chun
chun38chun
本文标题:产品尺寸
链接地址:https://www.777doc.com/doc-477623 .html