您好,欢迎访问三七文档
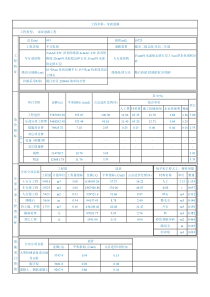
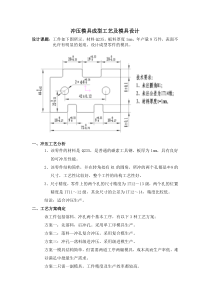
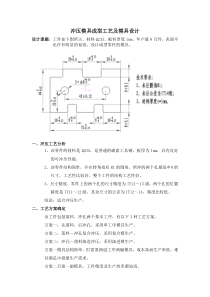
轴承套圈平面无心磨加工工艺磨六车间2010-2-23目录第一章外圆无心磨一、无心外圆磨削的特点二、磨削原理三、导板的选择和调整四、托板的选择和调整五、无心磨经常出现的质量问题及解决措施第二章单头立轴平面磨目录一、单头立轴平面磨床简介二、在立式磨床上经常出现的质量问题及解决措施第三章双端面磨一、双端面磨削简介二、双端面磨床上经常出现的质量问题及解决措施第一章无心磨一、无心外圆磨削的特点无心磨削是由砂轮、导轮、托板所组成的一种外圆磨削方式,它与一般的通用磨床相比有很大区别。通用磨床磨削工件外圆时,都需要确定工件轴心线,如工件轴两端打中心孔,或由机床主轴上的夹具装夹工件等。而无心磨削的特点是工件不打中心孔,不用顶针支承,也不用卡盘装夹,而是依靠工件加工表面自身作为定位基准,第一章无心磨所以无心磨削是工件不定中心的磨削。工件处在砂轮和导轮之间,它的旋转由导轮带动,并用托板支承着进行磨削。所以无心磨削与外圆磨削相比较,具有如下特点:1、工件“自由”地放置于托板之上,磨削过程中工件中心不定。2、工件的磨削就是定位基准,所以工件表面的加工精度会受到定位精度的影响。第一章无心磨3、工件运动由砂轮、导轮共同控制。工件运动的稳定性、均匀性不仅取决于机床运动传动链,还与工件导轮及托板的实际情况(如工件形状、重量等)以及采用的磨削用量和磨削工艺参数(工件中心高、托板顶角)有关。4、无心外圆磨削是一种高效率的磨削方法。第一章无心磨二、1.磨削原理在无心外圆磨削所组成的磨削区域中,工件在砂轮与导轮之间,并用托板支承,工件轴心线与砂轮的轴心线相平行,而导轮的轴线可以与砂轮轴心线行,还可以在垂直方向上倾斜成一个a角度。在两轮的两端装有入口导板和出口导板,它们是保证工件正确进、出磨削区域的重要附件,当工件进入磨削区域后,在高速第一章无心磨的砂轮作用下,工件应以接近于砂轮的速度旋转,但因受到低速度转动的导轮制动和托板摩擦力的影响,工件只以接近导轮的速度旋转,导轮的转速只有砂轮速度的1/80~1/70,由此形成砂轮对工件的磨削。为了使工件顺利地通过磨削区域,并具有一定的纵向速度,应使导轮的轴线相对砂轮轴线在垂直平面内倾斜一个a角度。第一章无心磨砂轮的正确安装第一章无心磨当导轮倾斜一个a角度后,导轮速度即可分解为垂直面内的分速度V垂直和水平面内的分速度V水平。V垂直=V导轮cosaV水平=V导轮sina垂直分速度将使工件旋转,水平分速度将推动工件前进。因而工件的旋转进给速度就等于导轮垂直方向的分速度,工件第一章无心磨的纵向进给速度就等于导轮水平的分速度。同时不难看出,工件的纵向进给速度,除和导轮圆周速度有直接关系外,还和导轮倾斜角度有关,这就是说:倾斜角越大,工件纵向进给速度也越大;当倾斜角等于零时,即导轮轴线与砂轮轴向平行,此时,工件的纵向进给即停止。在实际生产中,工件与导轮之间存在着滑动现象,而且砂轮对工件还有制动作用,所以工件的实际速度会比上式的计算速度大约低2%第一章无心磨左右。在无心磨削过程中,被置于两个砂轮之间的工件是否会在自动旋转与前进过程中被磨圆决定于托板的高度调整。无心磨削时,工件的中心必须高于砂轮和导轮的中心连线,工件才能磨圆,如果托板的顶面改成一定的倾斜角度(20°~30°),这样就能使工件很好地贴紧导轮,更有利将工件磨圆。而且当工件有凹点时,第一章无心磨工件中心便下降,磨削深度增加,磨削成圆的过程加快,但磨削的精度也跟着下降。二、2.磨削方法一般无心外圆磨削有三种磨削方法:贯穿法(纵磨法)、切入法(横磨法)、止推法。我们轴承外径磨削用的都是贯穿法。贯穿法导轮的轴线在垂直面内倾斜一个角度,磨削时工件边旋转边纵向进给地穿过磨削区域。也就是操作者把工件放第一章无心磨时,工件纵向进给速度减小,生产效率降低,工件表面粗糙度降低,精磨时,导轮倾斜角a一般为1°30′~2°30′,粗磨时,可适当增加(3°到4°)。二、3.砂轮的修整砂轮的修整除了根据工件表面粗糙度要求进行修整外,还要考虑无心磨削的特点。用贯穿法时最好将砂轮前部(工件第一章无心磨入口处)及后部(工件出口处)修整成一个锥度很小的锥形,以便使工件渐渐地切入,不因入口处磨量太大而使工件刮伤,且在脱离磨削区域时,亦不至于在出口处刮伤工件表面,影响其表面粗糙度及几何形状。一般情况,前部锥形的斜角为30′,后部锥形的斜角小于30′。修整时可应用靠模板进行。三、托板的选择和调整托板是工件的主要支承,由于工件的直径、长度和材料不同,磨削时所使用托第一章无心磨板形状、尺寸和材料也不同。工件在托板上既滑动又旋转,因此托板的支撑面应该具有较高的硬度和耐磨性,并且要平整光洁。托板的支承面是倾斜的,托板顶角в的作用是使工件迅速成圆和减少工件对托板的压力,一般顶角в在20°~30°之间。工件直径在40mm以下时选用30°,工件直径超过40mm时可选取20°~25°。托板厚度B取决于工件的直径,但应尽量厚,使托板刚性好些,保证磨削时平稳。但要做到托板厚度第一章无心磨比工件直径小1.5~2mm,以免磨坏托板。在一般情况下,要让工件的中心高于砂轮的中心,只有遇着细而长的工件,为了防止在磨削时工件上下跳动,才采用低于砂轮中心的办法。如果h(工件中心应高于砂轮中心的数值)值太大,工件将产生周期性跳动,结果在工件上出现振动痕迹,使表面粗糙度显著上升。h值太小时,工件不易被磨圆。第一章无心磨托板高度的调整第一章无心磨工件直径d托板厚度B工件安装高度h10~255~1012~1425~4010~1514~1540~7015~2015~1775~15018~2217~20d、B和h建议选取数值第一章无心磨四、导板的选择和调整导板的作用是引导工件正确地进入磨削区和离开磨削区,并使磨削后的工件具有正确的几何形状。这两个引导过程的任何一个如有调整不当,都将造成磨出的工件不能符合图样的要求。用贯穿法磨削时,应特别注意调整导板。导板表面的粗糙度是工件被擦伤的主要原因,因此导板的导向表面和安装表面都要经过精细加工,表面粗糙度Ra值为第一章无心磨0.4μm以下,并且应保持两表面的平行度在100mm长度上不超过0.01mm。导板的长度是根据工件长度来决定的,一般不宜过长。如果工件工件长度在100mm以上,导板的长度为工件长度的0.75~1.5倍。如果工件长度在100mm以内,则导板的长度可为工件的1.5~3倍。如果工件的长度比直径还要小,则导板长度可以取大一些。M1083A型机床的主要参数磨削工件直径10~150mm磨削工件长度250mm砂轮规格600x200x305mm导轮规格350x200x127mm砂轮转速1100r/min导轮转速:工作时7、12、18、23、29、34、57导轮转速:修整时280r/min导轮架回转角度垂直面:-2°~5°水平面内:0°~3°第一章无心磨五、无心磨经常出现的质量问题及解决措施:见附表一C:\DocumentsandSettings\Administrator\桌面\附表一.doc第二章单头立轴平面磨床一、单头立轴平面磨床简介磨床的结构是一个砂轮磨头,故称单头。工作时,将套圈在圆环形工作台上放满以后,按动电钮套圈被磁力磁化而紧固,然后操纵工作台作纵向移动进入磨削区域,并使工作台以一定的转速回转,最后操纵砂轮垂直下降作磨削进给,边磨边测量,直至将套圈磨到工艺要求为止。然后,在磨削套圈另一端面,操作仍按上述方法进行。当套圈翻身时,必须关闭磁力第二章单头立轴平面磨床开关,否则难以搬动套圈。这种磨削形式由于操作方便,调整较简单,生产效率高,适用范围广。其缺点是:如果套圈端面要求粗、细磨反复循环进行时,则工作辅助时间较长,劳动强度高。在磨削时,机床的调整工作最突出的是砂轮轴相对于电磁工作台的垂直度。在调整机床时,以操作者面对机床为准,砂轮第二章单头立轴平面磨床轴相对于电磁工作台左右的倾斜,我们称它为左右垂直度,其垂直误差将会影响工件端面磨痕。砂轮轴相对于电磁工作台内外方向的倾斜,我们称它为内外方向垂直度,其垂直误差将会影响工件宽度变动量。在调整过程中,任何一个方向的垂直度误差都会影响工件的加工质量,所以在调整时都必须一一调整好。调整时,往往通过试磨工件来判断砂轮轴的倾斜方向,其判第二章单头立轴平面磨床断方法如下⒈工件磨痕是呈单纹弧线,这弧线与砂轮有侧的边缘弧线方向一致,说明砂轮轴向右倾斜。⒉工件磨痕是呈单纹弧线,其单纹弧线与砂轮左侧的边缘弧线方向一致,说明砂轮向左倾斜。⒊砂轮轴正好垂直电磁工作台,即砂轮端面与工件端面平行,出现的磨痕是交叉M7475B型机床的主要参数电磁工作台磨头直径750mm主轴转速1000r/min移动速度4m/min快速升降速度0.22m/min移动距离450mm升降最大行程400mm最高转速20r/min手动进给量0.01mm/格最低转速13r/min机动进给量0~0.8mm/min可磨最大工件高度300mm砂轮尺寸450x150x380第二章单头立轴平面磨床网状的弧线。二、在立式磨床上的质量问题及解决措施:见附表二C:\DocumentsandSettings\Administrator\桌面\附表三.doc第三章双端面磨一、双端面磨削简介双端面磨削也是用砂轮端面磨削,磨削时,套圈进入两个旋转砂轮端面之间,套圈两端面同时被磨削。双端面磨削把磨削两个端面的工步合并为一个工步,由于工步数减少,大大减少了机动时间和辅助时间,其生产效率比立轴平面磨床提高了30%~40%,另一个优点是较容易取得较高的加工精度。在单头立轴平面磨床磨削时第三章双端面磨工件需两次定位,两次加工,其定位误差、砂轮相对于磁台的位置误差及磁台不平等都反映到套圈端面上。而双端面磨削时,被加工表面就是定位面,一次磨削两个端面,这就避免了定位误差和加工误差的迭加。同时也不存在由磁台不平和磁性的作用造成加工误差。实践证明,在加工小型套圈时,其套圈宽度变动量的精度可比立轴平面磨床精度显著地提高。M7675B型机床的主要参数主要项目单位性能加工工件直径mmФ50~Ф200加工工件厚度mm3~38砂轮尺寸mmФ760x63xФ50砂轮转速r/min768送料速度m/min1~11第三章双端面磨二、双端面磨床上的质量问题及解决措施:见附表三C:\DocumentsandSettings\Administrator\桌面\附表三.doc结束语谢谢大家的观赏再见
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 xiaoxiaogo
xiaoxiaogo
本文标题:平面无心磨加工资料
链接地址:https://www.777doc.com/doc-4798879 .html