您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 注塑成型缺陷之变形--杨建宏
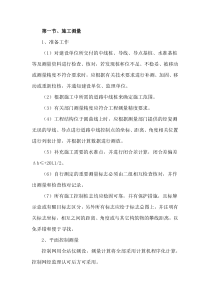
杨建宏注塑咨询,为注塑企业创造价值1注塑成型缺陷之变形翘曲篇•为什么讲变形翘曲缺陷,理由有以下5点:杨建宏注塑咨询,为注塑企业创造价值2•1.变形翘曲缺陷在注塑30多种缺陷中最难处理。其他的缺陷从短射到黑纹,从气泡到熔接线,似乎人家都津津乐道,处理起来也是得心应手,但变形翘曲则不然,往往只能用反变形后加工,模具的反变形设计等方法消除。现在的mold-flow软件可以较为精确地模拟计算出短射、缩水、熔接线位置等,但对于翘曲的精确模拟还是差强人意的。杨建宏注塑咨询,为注塑企业创造价值3•2.业内普遍对变形翘曲缺陷原理及对策不明晰。说不明晰,主要体现在其细致讨论的比较少,往往碰到这里时泛泛而谈或者语焉不详,归结说什么应力呀取向呀等原因,有种讳莫如深的味道。既然原因都搞不清楚,更谈不上精确的解决对策。杨建宏注塑咨询,为注塑企业创造价值4•3.变形翘曲缺陷的理解有一点点难度。对其的理解需要对塑胶高分子的结构及注塑过程的熔融料变化有深刻了解,所以要一点点理论功底。杨建宏注塑咨询,为注塑企业创造价值5•4.变形翘曲缺陷原理集中度高。理解通了一通百通,道理比其他常见缺陷来得集中,理解后处理对策可以很快聚焦,不像其他缺陷原因那么发散。杨建宏注塑咨询,为注塑企业创造价值6•5.最后一点,理解了变形翘曲缺陷后,我们会发现用调节参数可以解决很多此类缺陷,可以省掉很多在后处理和模具设计上的麻烦,降低成本提高效率,在实际工作中益处很大。杨建宏注塑咨询,为注塑企业创造价值7•首先,本系列的内容在公开资料上市场上找不到,因为研究的人少或者研究者不喜欢张扬。我个恰好是高分子专业+恰好有很多大型模具调试经验+恰好喜欢钻研所以有一点点心得就共享出来,权当抛砖引玉,如有挂一漏万,望各位同仁海涵。•其次,本系列的案例都是我亲手调试的,可行度高。杨建宏注塑咨询,为注塑企业创造价值8•今天首先要一起回顾一个很基础的图,就是熔融料的在填充时的流动图。杨建宏注塑咨询,为注塑企业创造价值9•熔融料在模腔里面是做“喷泉流动”。这个过程中它可以分为5层,上图中的CL是熔融料的中心线,上面是模腔面,最靠近模腔面的(1)是冷固层,热的料接触模腔直接冷却,第二层(2)是取向层,剪切力及取向最大,中心的是无规则层,就是热的熔融料,没有取向。•看数据,如果这个产品壁厚2mm,那么在注射过程中,冷固层大约在0.1mm,取向层大约0.2~~0.4mm,中间的无规则层是1~~1.5mm。杨建宏注塑咨询,为注塑企业创造价值10•模温高,射速快则取向层薄。•冷却阶段,上面说的5层都要收缩,但是以无规则层为主。•上面3层主导的缺陷,按照我的理解分别是:•1.冷固层决定光亮度缺陷,麻点缺陷,发亮,等缺陷•2.取向层决定应力开裂缺陷,部分变形缺陷翘曲缺陷。•3.无规则层决定尺寸缺陷,变形翘曲缺陷,缩水及真空泡缺陷,当然还有短射毛边等。杨建宏注塑咨询,为注塑企业创造价值11注塑成型缺陷之变形翘曲篇2•注塑成型中产品变形翘曲种类很多,这个系列我给大家介绍最常见同时便于定性解释的6种,分别是:杨建宏注塑咨询,为注塑企业创造价值12•1.简单平面结构翘曲的类型•2.带垂直加强筋的长条平面翘曲的类型•3.带垂直加强筋的方形平面翘曲的类型•4.箱型结构翘曲的类型•5.浇口附近几大类翘曲的类型•6.翘曲与其他注塑缺陷干涉时的对策杨建宏注塑咨询,为注塑企业创造价值13•上述共6个专题,所以计划本集“明月为谁弯”中,我计划分7期讲述,分别是:•1.简单平面结构翘曲的类型•2.带垂直加强筋的长条平面翘曲的类型•3.带垂直加强筋的方形平面翘曲的类型•4.箱型结构翘曲的类型•5.浇口附近几大类翘曲的类型•6.翘曲与其他注塑缺陷干涉时的对策(上)•7.翘曲与其他注塑缺陷干涉时的对策(下)杨建宏注塑咨询,为注塑企业创造价值14•简单平面结构翘曲的类型。•简单平面指的是没有很多加强设计的一个简单的平面,如果有一些弯曲边缘或有Boss结构或碰穿孔等都属于这类结构。•简单平面变形翘曲很多见,主要是因为它没有加强设计,导致一个大的平面本身是不很稳定的。•这类结构的变形翘曲遵循原则:主要与模温有关,平面向模温高的一侧呈马鞍型变形。同时保压压力的增长有助于缓和变形。•原因是什么呢?杨建宏注塑咨询,为注塑企业创造价值15•下图是平面的横截面图。可以看到被模具包裹的塑胶产品在填充过程中分为5层。如图:表面是冷固层,往里是取向层,中间是无规则层,这以前都说过。当两侧模温相同时候,两侧的冷固层及取向层厚度也是相同,在冷却阶段,发生了2个作用:第一是取向层从“取向“到“非取向”的应力收缩过程。第二是无规则层3维度的全面收缩。上面的两个作用都让产品纵向/横向收缩的趋势,但两侧的收缩量是相等的,所以平面没有突出的变化。若是保压足够,产品强度足够强,产品就很难有什么大的变形。杨建宏注塑咨询,为注塑企业创造价值16•但若是模具两边温度不同,就会出现下面的结果,见图:•杨建宏注塑咨询,为注塑企业创造价值17•可以理解的是,模具热的一侧,熔融料填充过程中的冷固层和取向层都相对厚于模具冷的一层,同时无规则层总体上偏向于模具热的一侧。这导致2个结果:•1.模具热的一侧取向层收缩力度相对更大。•2.无规则层的整体收缩偏向模具热的一侧。•产品各处的收缩是不同的,在横截面上看,表面收缩小而中间芯部收缩大,当外皮被芯部收缩拉拽时,这个拉力的中心线偏向了模具热的一侧,所以产品向模具热的一侧弯曲以适应这种拉力,两侧模温差别越大,弯曲越明显。•但当保压充分时候,芯部的收缩小,同时冷固层和取向层的强度高,所以弯曲就不明显。•这就是简单平面变形翘曲的基本道理。杨建宏注塑咨询,为注塑企业创造价值18注塑成型缺陷之变形翘曲篇3•注塑产品变形中“带垂直加强筋的长条平面翘曲”的类型。•这种变形类型是变形中最重要的,需要特别掌握学习,因为:•1.这种变形类型是最经典的类型。•2.理解了这种变形调节方法可以举一反三触类旁通。杨建宏注塑咨询,为注塑企业创造价值19•首先看图:•这是一个普通的带筋的长条平面的示意图,一般这类结构产品的平面度都有严格要求,但这类结构容易发生变形,常见有2种,即下面的拱形变形及马鞍形变形。杨建宏注塑咨询,为注塑企业创造价值20•一般这类结构产品的平面度都有严格要求,但这类结构容易发生变形,常见有2种,即下面的拱形变形及马鞍形变形。杨建宏注塑咨询,为注塑企业创造价值21•这两种变形怎么来的,怎么去除调整呢?•这还要从头说起。。。。。。•一、这种结构的变形根本原因是,面和筋收缩不一致造成。•如果面收缩大于筋收缩,则平面拉筋,产品呈现马鞍形变形;如果面收缩小于筋收缩,则筋拉平面,产品呈现彩虹形变形,这是根本。•二、筋和面的收缩为什么会不同?•答案是首先两者厚度不同,面的厚度要超过筋的厚度。其次是工艺参数特别是保压的选择导致厚度不同的部位过充填程度不同,收缩不同了。•三、什么时候面的收缩大?什么时候筋的收缩大呢?•这要搞清楚什么时候厚的地方过填充厉害,什么时候薄的部位过填充厉害?杨建宏注塑咨询,为注塑企业创造价值22•上图是一个简单的厚薄不均结构的变形,产品左边厚右边薄,图中间a,b意思是充填过程中的熔融料流动的无规则层。•产品的收缩主要是熔融料流动的无规则层实现的,另外的两层(冷固层及取向层)收缩小,也就是说无规则层收缩大,则产品收缩大。•什么时候左边的收缩比右边大?什么时候左边的收缩比右边小呢?杨建宏注塑咨询,为注塑企业创造价值23•上图中,参数A是射胶完毕直接高保压力短时间的保压;而参数B是先间歇一下再高保压力保压。•参数A的结果是上图中a的收缩比b大,因为ab都来不及冷却收缩,直接段时间迅速保压,这时候b薄壁,收缩小的趋势占主导,导致a收缩大于b。•参数B相反,因为有了一个低压保压1的间歇,ab的冷固层都加厚了,料的黏度增加了,这时候薄壁的b补料就困难了,反而是厚壁的a容易补料,造成a的密度大了,收缩小了。杨建宏注塑咨询,为注塑企业创造价值24•简而言之:•参数A情况下,带薄筋的平面的结果其变形会是马鞍形变形;参数B情况下,带薄筋的平面的结果其变形会是彩虹形变形。•这就是这类结构是马鞍形变形还是彩虹形变形的基本原理。•有了基本原理,在实操中,重要参数首先是模温,保压1的时间,保压2的压力,其次重要参数是保压2的压力,切换位置和保压1的压力。•至于平面度如果,就是在这几个参数中慢慢磨练了。杨建宏注塑咨询,为注塑企业创造价值25注塑成型缺陷之变形翘曲篇4•带垂直加强筋的方形平面翘曲的类型。•上图的结构中一个平面,边缘一般是带有筋条结构的,进胶可能在中间可能在边缘,其变形的道理都是相同的。杨建宏注塑咨询,为注塑企业创造价值26•1.上凸下凹•2.对角线翘曲•这是两种非常典型的变形•这两种变形究其原因,是边缘与中间部位收缩不一致造成的,看下图:杨建宏注塑咨询,为注塑企业创造价值27•红色线圈起来边缘部位,蓝色线圈起来的中中间部位。•简单的说,当中间部位的收缩大于边缘部位时,平面呈现出对角线翘曲变形;当当中间部位的收缩小于边缘部位时,平面呈现出上凸下凹变形;•需要指出的是,边缘背部的筋条对这种变形的影响居于其次。•那么怎么调整这种变形呢?•用参数A,产品会呈现对角线翘曲变形;•用参数B,产品正常;•用参数C,产品呈现上凸下凹变形。杨建宏注塑咨询,为注塑企业创造价值28注塑成型缺陷之变形翘曲篇5•箱形结构翘曲的类型。•下图就是箱形的示意图。四周是四面墙,有一个底。杨建宏注塑咨询,为注塑企业创造价值29•这种产品的模具结构一般是产品留后模,直浇口或者侧浇口,动模型芯成型内部结构+侧抽芯滑块,推板顶出或者吹气顶出。•这种模具结构决定了产品一半的表面积向内,向型芯,因此需要型芯吸收的热量也差不多一半吧,但由于型芯的内闭结构和运水的不易,一般型芯会排热困难导致高温。•同时产品的4面墙在出模后收缩过程中,会往一起拉,但4个角互相支撑,强度很高,拉不动。•这时候的结果就是4面墙的墙头往中间翘曲。•这种翘曲的解决办法就是保证型芯充分的冷却,同时辅助以适当的反变形处理,比如出模后用反变形胎具反变形支撑3~~6个周期的时间。•但型芯冷却问题多多,主要是水路的开设,箱形结构是5面墙,都是封闭的,而凸出的型芯加工水路却非常不容易,很多只有一组水或者没有水,导致无法调整。杨建宏注塑咨询,为注塑企业创造价值30•箱形变形垂直看就是向内弧度收缩,实际工作中就是影响装配效果,导致装配时候产生缝隙。•下图是刚才在公民模具网站上看到的一个产品变形图,正好符合本题的内容就摘录了过来。一个类似于文具盒的产品,箱形结构,两扇,上面分别有扣可以互相扣合,但由于产品内翘曲变形,无法扣合。这个翘曲也是这个问题。杨建宏注塑咨询,为注塑企业创造价值31注塑缺陷之变形翘曲篇6•浇口附近几大类翘曲的类型。•浇口附近的缺陷非常多,但具体到变形翘曲,我列为4类:•1.浇口处的凹陷•2浇口处的凸起•3.浇口附近的凹凸变形•4.浇口附近的收缩杨建宏注塑咨询,为注塑企业创造价值32•1.浇口处的凹陷。•浇口处的凹陷和凸起的发生环境是浇口较小,点浇口为主。浇口凹陷就是出模后浇口呈现水坑似的凹陷和收缩,区域直径约为2~~3mm,经验表明,这种缺陷的处理方法是减小保压压力,延长保压时间。杨建宏注塑咨询,为注塑企业创造价值33•2.浇口处的凸起。•发生环境同上都是点浇口类小浇口。浇口凸起症状是呈现火山似的中间高周围低,症状区域直径2~~4mm,解决方法与上面相反,要增加保压压力,减少保压时间。另外这两种缺陷的共同防治方法还有浇口处模具改动,就是模具上做火山口,产品上看起来浇口主动凹陷胶变薄。杨建宏注塑咨询,为注塑企业创造价值34•3.浇口附近的凹凸变形。•这种缺陷的发生环境与较为广泛,小浇口可能有大的浇口也可能有,不管是点浇口侧浇口扇浇口。发生区域一般在浇口附近直径15~~40mm区域内,症状就是凹凸变形。这多是过充填造成,解决方法是缩短保压时间,至于保压压力,过大过小都不好。杨建宏注塑咨询,为注塑企业创造价值35•4.浇口附近的收缩缺陷.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 binbinayf
binbinayf
本文标题:注塑成型缺陷之变形--杨建宏
链接地址:https://www.777doc.com/doc-4849283 .html