您好,欢迎访问三七文档
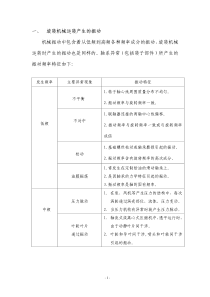
IE课程目标•什么是IE•IE的作用是什么•IE常用的手法课程重点•IE的起源与定义•认识浪费•IE的主要分析技术•IE七大手法大纲第一单元:IE的起源与定义第二单元:认识浪费第三单元:IE的主要分析技术第四单元:IE七大手法什么是IE?企业存在的目的?获取利润企业如何获取更多利润?提供更多的产品或服务提高产品或服务的单价降低成本什么是IE?IE是一门学科IE是为企业获取更多利润而发展起来的一门学科IE如何为企业获取更多利润?途径:降低成本什么是IE?IndustrialEngineering1955年美国工业工程师学会对IE的定义:IE是对有关人员、物资、设备、能源和信息等组成的整体系统进行设计、改造与实施的一门学科人员物料设备能源信息综合体系利用设计Design改善Improve设置Installation专门的数学物理学社会科学知识技术期待的成果工学的分析设计原理方法通过PQCDSF泰勒(FrederickW.Taylor1856~1915):方法研究铁铲铲煤:泰勒于1898-1901年在一钢铁工厂看到工人利用铲子从事矿石与煤炭的搬运作业。在调查中,泰勒发现一搬运工一次可铲起3.5磅(约1.6公斤)的煤粉,而铁矿石则可铲起38磅(约17公斤),且因作业员身体素质的差异造成搬运重量有相当的差异。为了获得一天最大的搬运量,泰勒开始着手研究每一锹最合理的铲取量。泰勒找了两名优秀的搬运工用不同大小的铁锹做实验,每次都使用秒表记录时间。最后发现:一锹铲取量为21.5镑(约9.5公斤)时,一天的材料搬运量为最大。同时也得出一个结论,在搬运铁矿石和煤粉时,最好使用不同的铁锹。此外,还展开生产计划,以改善基层管理干部的管理范围。进一步的,还设定了一天的标准工作量,对超过标准的员工,给予薪资以外的补贴,达不到标准的员工,则要进行作业分析,指导他们的作业方式,使他们也能达到标准。结果,在三年以后,原本要五六百名员工进行的作业,只要140名就可以完成,材料浪费也大大降低。吉尔布雷斯(FrankBGilbreth1868~1924):动作研究砌砖:泰勒的方法研究及吉尔布雷斯的动作研究,合称工作研究,形成IE的基础。IE的起源?IE意识•增值与非增值•成本和效率意识•问题和改革意识•工作简化和标准化意识•全局和整体化意识•以人为中心的意识。增值的概念站在客户的立场上,有四种增值的工作-使物料变形-组装-改变性能-部分包装物料从进厂到出厂,只有不到10%的时间是增值的!认识浪费浪费:所有一切不增值的活动和所用资源超过“绝对最少”界限的活动。不良、修理的浪费加工的浪费动作的浪费搬运的浪费库存的浪费制造过多/过早的浪费等待的浪费产业废弃物浪费常见的八大浪费1.不良、修理的浪费内容:材料、设备、工时损失;不良品变成废品;追加检查的损失;有时需要降价处理产品,降低客户满意度。改善:自动化愚巧化(防呆化)按标准作业第一次就做对自我问答:为何发生?是否有防止发生的措施?2.加工的浪费内容:即过分加工的浪费,(1)多余的加工和过分精确的加工。例如实际加工精度过高造成资源浪费。(2)需要多余的作业时间和辅助设备,还要增加生产用电、气压、油等能源的浪费,增加了管理的工时。改善:工程设计的适当化作业内容的重新评估冶具的改善与自动化标准作业的彻底执行自我问答:加工目的是什么?如何为适当?3.动作的浪费内容:两手空闲、单手空闲、作业动作突然停止、作业动作过大、左右手交换、步行过多、转身的角度太大,移动中变换“状态”、不明技巧、伸背动作、弯腰动作以及重复动作和不必要的动作等,这些动作的浪费造成了时间和体力上的不必要消耗。改善:动作研究动作改善原则的彻底实行制定作业标准自我问答:有没必要做?能否更省时省力?4、搬运的浪费内容:具体表现为放置、堆积、移动等动作浪费,由此而带来物品移动所需空间的浪费、时间的浪费和人力工具的占用等浪费。改善:U字型设备的配置流程作业站立式作业多能工活性指数提升自我问答:为何搬运?如何减少搬运?目前普遍认为搬运是必要的,不是浪费。因此,很多人对搬运浪费视而不见,更谈不上去消灭它。也有人利用传送带或机器搬运的方式来减少人工搬运,这种做法是花大钱来减少工人体力的消耗,实际上并没有排除搬运本身的浪费。5、库存的浪费内容:材料、零件、加工品的停滞,不单只有仓库,工序间的半成品也是。导致生产周期延长,交期延长,空间浪费,搬运、检查的增加,周转资金占用。改善:库存的意识改革一个流生产看板的彻底实行JIT自我问答:为何会有库存?看板数是多少?按照过去的管理理念,人们认为库存虽然是不好的东西,但却是必要的。精益生产的观点认为,库存是没有必要的,甚至认为库存是万恶之源。库存掩盖问题故障不良品调整时间长点点停能力不平衡品质不一致计划有误缺勤协作问题运输问题水平线6、制造过多(早)的浪费内容:流程阻碍,不良的发生、库存,半成品的增加,材料、零件的滥用,资金周转率下降,计划柔软性的阻碍。改善:按需制造按时制造推动式生产改为拉动式生产自我问答:为何要多做?停止机制?制造过多或过早,提前用掉了生产费用,不但没有好处,还隐藏了由于等待所带来的浪费,失去了持续改善的机会。7、等待的浪费改善:制品别生产(U字型)愚巧化自动化平准化生产对浪费的认知自我问答:为何要等待?造成等待浪费的原因:生产线的品种切换每天的工作量变动时常因缺料而使机器闲置上游工序延误导致下流工序闲置机器设备时常发生故障生产线不平衡存在劳逸不均的现象8、产业废弃物浪费内容:指材料、抛弃式容器、捆包材料等的废弃处理。造成可用率不好、处理费用的支出、成本提高、作业工时增加改善:计划性的使用材料无纸箱化残材活用自我问答:如何产生?处理方法是?IE的主要分析技术程序分析动作分析作业流程分析业务流程分析联合作业分析两手作业分析动素分析VTR分析方法研究经济原则产品工艺分析PTS分析动作经济性原则流程经济性原则IE的主要分析技术时间分析运作分析动作要素时间分析单位作业时间分析秒表时间分析VTR分析连续运作分析采样分析加工路线分析搬运分析配置研究标准时间设定作业测定生产能力平衡动作分析•动作分析(或称动作研究)是对生产活动中的全部作业动作进行观测分析,研究人的各种动作的浪费,从而寻求省力、省时、安全、经济的作业方法。•动作分析按精度不同分为以下几种方法:(1)目视动作分析观测者以目视直接对现场作业进行观测分析,现场发现动作问题并改善。(2)动素分析将人的全部动作包括大脑的思考行为分为18种最小动作单位要素(简称动素),再进行分析研究。(3)影像分析通过作业录像进行分析,可以精确地对作业时间及动作要素进行测定分析及研究分析。动作改善动作改善是指创造用力最少、不易疲劳,既舒适又能达到最高效率的途径或方法,其重点是:寻求使操作人员舒适的工作场所布置,省时的工作方法,设法将作业人员的疲劳减到最低。疲劳的两种形式:肌肉疲劳和脑力疲劳减少肌肉疲劳:1、减少动作数量2、追求动作平衡3、缩短负荷动作的移动距离减少脑力疲劳:动作简单、流畅有节奏动作改善身头摇不转不秧插不摇头、转身、插秧,三种动作过于频繁会增加劳动强度,从而降低作业质量。改善作业环境的布置方式,可以消除摇头、转身和插秧的动作。动作经济原则两手同时开始及完成动作除休息时间外两手不同时空闲两臂动作反向且对称尽可能以最低级动作工作尽可能利用物体动能连续式曲线运用比方向突变的直线运动好弹导式运动更轻快动作宜轻松有节奏人体运用“八”原则动作经济原则工具物料应放置在固定场所工具物料装置应依工作顺序就近排列利用重力“喂”料,越近越好利用重力坠送适当的照明工作台椅高度要舒适适当工作场所“六”原则动作经济原则尽量以足踏、动力夹具代替手的工作工具尽可能合并使用工具、物料尽可能放在工作位置上,取放便利手指分别工作时,其各指负荷应按照其本能予以分配设计手柄时,应尽可能增大与手的接触面操作位置设计尽可能减少身体姿势变更,且能最大地利用机械力工具设备“六”原则标准时间•标准时间的定义是:“在适宜的操作条件下,用最合适的方法,以普通熟练工人的正常速度完成标准作业所需的劳动时间”。“适宜的操作条件”、“最合适的操作方法”:是指通过方法研究后,所确定的操作条件与操作方法“普通熟练工人”、“正常速度”:意味着标准时间是适合大多数作业者的时间“标准作业”:是标准时间的依据,是时间研究的结果。•制定标准时间的方法(1)经验判断法(估工)由定额员(或估工小组)根据产品的设计图纸、工艺规程或产品实物,考虑到使用的设备、工装、原材料以及其它生产技术、组织条件,凭生产实践经验估算出工时消耗而制定定额的方法。(2)历史记录法(统计分析法)历史记录法以记工单、打工卡记录为凭证,根据过去生产的同类型产品或零件、工序的实耗工时或产品的原始记录和统计资料,来推断同等内容的时间标准。其不足之处在于标准时间中包括其他工作时间、私事延迟等。因此,统计资料数据往往比实际操作时间多,且变化很大。(3)时间研究它是在方法研究基础上,对生产时间、辅助时间等加以分析研究,以求减少和避免出现在制造业中的无效时间及制定标准时间而进行的测定工作。即直接或间接观测工作者的操作,记录工时,并加上评比和宽放,而得标准时间。标准时间•标准时间的构成:–标准时间=正常时间+宽放时间=正常时间×(1+宽放率)–正常时间=观测时间×评比系数观察时间评比因素正常时间标准时间私事宽放疲劳宽放延迟宽放特别宽放政策宽放宽放时间标准时间标准时间•评比因素研究评比是一种判断或评价的技术,其目的在于把实际操作时间调整到“平均工人”的“正常速度”的基础上来。但平均工人和正常速度都是理想中的概念,除了时间研究人员的主观判断外,并没有十分准确的客观标准,故必须用评比的方法进行调整。评比的方法以平准化法(西屋法)应用最广。此法是将熟练、努力、工作环境和一致性四者作为衡量工作的主要评比因素。每个评比因素再分超佳或理想、优、良、平均、可、欠佳等六个高低程度的等级。标准时间•(1)熟练系数熟练是对某一特定工作方法掌握程度的反映。熟练程度分为六个等级。•(2)努力系数努力是指操作者工作时对提高效率在主观意志上的表现。亦分成六个等级。•(3)工作环境工作环境因素虽不直接影响操作,但对操作者产生影响。例如,在20℃和在35℃工作环境里工作,肯定是不一样的。工作环境系数亦分为六个等级。•(4)一致性一致性是指操作者在同种操作的周期上时值的差异程度。如同一工作单元的观测时间经常相同,其一致性当然最为理想,但往往由于受不良的材料、刃具的磨损、操作者的熟练程度和努力程度以及其他外来单元的影响,而常呈现离散分布状态。一致性亦分为六个等级。标准时间评比系数等级表:等级熟练系数努力系数环境系数一致性系数超佳AA1:+0.15A1:+0.13+0.06+0.04A2:+0.13A2:+0.12优BB1:+0.11B1:+0.10+0.04+0.03B2:+0.08B2:+0.08良CC1:+0.06C1:+0.05+0.02+0.01C2:+0.03C2:+0.02平均DD:0.00D:0.000.000.00可EE1:-0.05E1:-0.04-0.03-0.02E2:-0.10E2:-0.08欠佳FF1:-0.16F1:-0.12-0.07-0.04F2:-0.22F2:-0.17标准时间•时间宽放作业时间中除净作业时间外,由于“作业者的生理需要”“作业方法的问题”“管理需要”等原因,经常会造成作业中断产生作业内容以外时间的增加,这种不可避免的必要的时间增加,即时间宽放。宽放时间多以宽放率来表述,宽放率(%)=(宽放时间/作业时间)×100%标准时间•(1)私事宽放私事宽放时间是维持工人正常而舒适地工作所需的时间,如喝水、上厕所、擦汗、做工间操等。一般说来,如工作环境在标准状态之下,一天8小时工作时间的私事宽放时间率约为2%-5%,即24分钟。如工作环境不理想,且工作繁重,则私事宽放时间率应大于5%。•(2)疲劳宽放疲劳宽放系数的决定方法,最普遍使用的是工作周期产量减低的
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 aresan2006
aresan2006
本文标题:IE简介
链接地址:https://www.777doc.com/doc-4875531 .html