您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 冶金工业 > 镀锌技术标准DFLY1018-2009
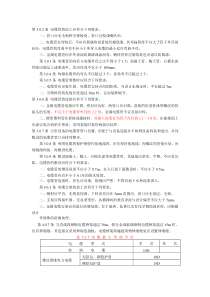
东风汽车有限公司标准DFLQ/DFLY1018—2009代替Q/DFLY1018-2007电镀锌层技术条件FinishspecificationforZincplating2009-05-01发布2009-10-01实施东风汽车有限公司技术标准化委员会发布Q/DFLY1018—2009I前言本标准根据GB/T1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》进行制定。本次修订在2007年版本的基础上做了以下修改:(1)5.2节中增加了一段提示。(2)7.1.1节中的表2对不同厚度的镀层使用环境做了重新说明。(3)7.1.2节对管子内壁镀锌层厚度做了重新说明。(4)增加了7.3节,镀层厚度和钝化膜的综合盐雾试验要求。原7.3节改为7.4节。(5)增加了7.5节,含镀锌件的总成的质量要求。(6)8.5节第一段增加了进行第二腐蚀点检查的说明。(7)增加了8.9节,含镀锌件的总成耐蚀性检查。本标准由东风汽车有限公司东风商用车技术中心提出。本标准由东风汽车有限公司东风商用车技术中心开发管理部法规认证科归口。本标准起草单位:东风汽车有限公司东风商用车技术中心工艺研究所电镀室。本标准由东风汽车有限公司东风商用车技术中心工艺研究所负责解释。本标准主要起草人:郝其勋、刘立炳。本标准所替代的历次版发布情况为:Q/DFLY1018-2007。Q/DFLY1018—20091电镀锌层技术条件1范围本标准规定了镀锌层的表示方法、电镀锌的工艺要求、镀前零件的质量要求、镀层要求、试验方法及检验规则。本标准适用于东风汽车有限公司产品开发部门设计的各类商用车所使用的零部件及总成电镀锌层的质量控制和验收。本标准也适用于双层卷焊钢管、焊管的电镀锌。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T4956磁性金属基体上非磁性覆盖层厚度测量磁性方法GB/T5267螺纹紧固件电镀层GB/T5270金属基体上金属覆盖层附着强度试验方法GB/T6462金属和氧化物覆盖层横断面厚度显微镜测量方法GB/T6463金属和其它无机覆盖层厚度测量方法评述GB/T10125人造气氛腐蚀试验盐雾试验GB/T11258双层卷焊钢管Q/DFLY1017螺纹件表面处理技术条件3术语3.1有效表面Importantsurface在零部件的某些表面上,其表面处理层对制件的外观和(或)使用性能起着重要作用,这些表面就是本标准针对的有效表面。有效表面在图纸上确定,如果图纸上未规定,则正常目视可见部位视为有效表面,如果发生锈蚀会导致整个零件或总成功能受损的表面也视为有效表面。非有效表面原则上不执行本标准,其技术要求可以由供需双方协商,未经协商确定的原则上视为不需检查该部位质量。如果有效表面由于某些原因难于检测,可以用检测非有效表面来代替检查有效表面,前提是这些表面上的镀层具有基本相同的状况。有镀层厚度要求的管子内外壁均默认为有效表面。3.2镀层厚度Thicknessofcoating镀层厚度是指在普通零件的有效表面上,凡是能与直径为20mm的球体相接触的部位上的镀层厚度的最小值。Q/DFLY1018—200923.3复合标记Complexsymbol复合标记就是用一系列有特定意义的英文字符(代表一种符号或标记)和数字来表示表面处理工艺及技术要求。4镀锌层的表示方法4.1通用镀覆表示方法(复合标记)基体材料/镀覆方法·镀覆名称(或特征)·镀覆层厚度·后处理对于电镀锌可以是:基体材料/镀覆方法·镀覆名称·镀覆层厚度·钝化膜类型·其它后处理4.2基体材料的表示符号金属材料用化学元素符号表示,合金材料用其主要成分的化学元素符号表示。4.3镀覆名称的表示符号用“Zn”来表示镀锌。4.4镀覆方法和后处理(钝化膜类型、其它后处理)的标记电镀锌和后处理的标记见表1。表1电镀和后处理的各种标记方法名称标记备注镀覆方法电镀EP通过电化学反应沉积电镀锌后六价铬彩色钝化C含六价铬(限制使用)电镀锌后六价铬白色钝化B含六价铬(限制使用)电镀锌后六价铬黑色钝化H含六价铬(限制使用)电镀锌后六价铬绿色钝化G含六价铬(限制使用)电镀锌后六价铬纯黄色钝化U含六价铬(限制使用)电镀锌后三价铬白色钝化TB电镀锌后三价铬微彩色钝化TC取代C、B等电镀锌后三价铬黑色钝化TH取代H钝化膜有高耐蚀性要求L要求耐盐雾时间200h钝化膜有耐热要求E强化钝化,膜耐热120℃后处理方法电镀后钝化前除氢处理Q又称去氢处理,目的是防止氢脆4.5可以省略的符号和标记可以省略的符号和标记有:·电镀锌后表示六价铬彩色钝化的标记“C”。·表示钢铁基体的符号“Fe”,及其后的“/”。·如果将镀层厚度省略则表示无耐蚀性要求,只需保证仓储期间不锈。4.6图纸上的表示方法在图纸上标注电镀或化学处理技术要求时,先标注复合标记,空几格,然后标注本标准编号。例如:Q/DFLY1018—20093·EP·Zn5TBQQ/DFLY1018(省略了钢铁基体标记,镀锌,厚度5μm,三价铬白色钝化,钝化前需要除氢)·EP·Zn5LEQ/DFLY1018(省略了钢铁基体标记,镀锌,厚度5μm,省略了六价铬彩色钝化的标记,钝化膜有高耐蚀性和耐热性要求)5电镀锌的工艺要求5.1电镀工艺电镀工艺可以采用碱性锌酸盐工艺或微酸性的氯化物工艺,不作限制。5.2钝化工艺·目前可以采用六价铬钝化工艺,但由于其不利于环保,该类工艺将逐步限制使用。一旦国家法律、法令或本公司有文件规定全面禁用六价铬钝化后,本标准中相关内容自动停止执行。·鼓励使用三价铬钝化工艺。·产品设计人员可以根据整体外观需要选择钝化膜颜色。选择中注意几个细节问题:(1)六价铬白钝化耐蚀性较差;(2)黑色钝化和绿色钝化生产成本较高。5.3高强度钢铁零件·硬度为HRC28以上的零件为高强度零件。·零件需要除氢处理用Q表示,标注在表示钝化颜色的符号之后。等价于在图纸上注明“去氢处理”。·高强度的零件切忌长时间酸洗。·除氢处理的温度一般为200±20℃,时间为2h以上。螺纹紧固件除氢时间按GB/T5267规定执行。·除氢处理应在镀后立即进行(切忌等所有零件干完后一起除氢),若有滞后,时间不得超过4h。·高强度零件电镀后超过4h未进行除氢处理,一律报废,不得“回用”。·如果高强度零件镀后发现镀层有缺陷,需要返工,也应该先完成去氢处理后再返工。·除氢后再进行钝化处理,不得先钝化后除氢。5.4对行车安全有影响的零件·有些需要电镀锌的零件对行车安全有影响,例如:气管、U型螺栓等。·对行车安全有影响的零件镀锌层厚度尽量采用13μm,螺纹件除外。·对行车安全有影响的零件,应该经常抽查其电镀锌层质量。·对行车安全有影响的高强度零件,必须严格执行除氢规定。·有条件的情况下,对行车安全有影响的高强度零件应尽量采用金属涂覆工艺处理来代替电镀锌。6电镀锌前零件的质量要求·待镀零件应无难于去除的油污、油漆、金属屑、严重锈蚀和氧化皮等。Q/DFLY1018—20094·待镀零件应无毛刺、裂纹、磕碰伤、机械变形或其它机械损伤。·热处理后的零件,不允许严重脱碳,不允许带有高温烧结的污垢和锈蚀。但允许有轻微的氧化色。·焊接件应无多余的焊料和焊渣,焊缝应经喷砂或其它方法清理。·带有复杂内腔的焊接件、铸件或液压成形件,应在不影响使用的部位留有便于液、气排出的工艺孔。·不经机加工的铸件、锻件,其主要表面应进行喷丸或喷砂处理。喷后不应有残留的砂粒或未除尽的氧化皮和涂料烧结物。·经磨削加工的或探伤检查的零件应无剩磁、磁粉及荧光粉等。·凡设计规定有配合要求的零部件,应留有镀覆层厚度的工艺尺寸。·凡是金属和橡胶、金属和塑料、冷轧钢和未经清理的热轧钢、精加工件和毛坯件、铆焊件及其他特殊组件需要镀覆时,以本标准为依据,制定双方同意的技术验收规范。·表面粗糙度Ra1.6μm的零件,主要表面不允许有锈迹。7电镀锌层的质量要求7.1电镀锌层的使用条件及厚度要求7.1.1电镀锌层的厚度一般零件电镀锌层的厚度(不包括螺纹件的镀层厚度)应依照表2的规定。表2电镀锌层的使用条件及厚度复合标记镀层厚度(最小值)使用条件EP·Zn2525μm特殊场合EP·Zn1313μm对行车安全有影响的零件、重要的外部零件、在非常恶劣环境使用的车辆的外部零件EP·Zn88μm一般外部零件EP·Zn55μm驾驶室内部、车厢内部及发动机内部的零件EP·Zn仅满足仓储期不锈注:本标准发布之日起,旧图纸上规定的EP·Zn6原则上按EP·Zn5执行;EP·Zn10原则上按EP·Zn8执行;EP·Zn15原则上按EP·Zn13执行。若零件镀层厚度按此原则调整后,明显与表2规定的使用条件不相适应的,由工艺管理部门会同产品设计部门纠正并会签,纠正后的标记一律用新标记。厚的电镀锌层有一定的脆性,慎用EP·Zn25。7.1.2气管和油管的镀锌层厚度(最小值)对于气管,外壁镀锌层厚度为13μm,内壁镀层厚度为5μm。内径≤10mm的钢管,内壁镀锌难度较大,建议采用内壁有铜层的双层卷焊管(GB/T11258),内壁不再镀锌。油管外壁镀锌层厚度为13μm,内壁不镀锌。Q/DFLY1018—200957.2电镀后的钝化处理(铬酸盐处理)及其质量要求电镀锌后,通常要进行钝化处理,形成铬酸盐转化膜。设计部门按外观需要选择确定相应的钝化膜外观。钝化膜颜色和形成工艺的不同,耐蚀性是不同的,此项与镀层厚度无关。铬酸盐转化膜的分类、典型外观、耐蚀性要求见表3。表3铬酸盐转化膜表示符号类型典型外观中性盐雾试验(h)B六价铬白色钝化光亮白色或蓝白色24C(通常省略)六价铬彩虹钝化彩虹色(当钝化膜较厚时,色泽可能深些)G六价铬绿色钝化绿色或橄榄绿色H六价铬黑色钝化光亮黑色U六价铬纯黄钝化纯黄色96TB三价铬白色钝化光亮白色或蓝白色TC三价铬微彩色钝化光亮轻微彩色TH三价铬黑色钝化光亮黑色72盐雾试验前,铬酸盐转化膜需经室温下至少24h老化。有耐高温(120)℃要求的零件(例如发动机周围的零件),用E表示,标注于钝化颜色之后。此类零件在盐雾试验前,需先经120℃烘烤1h,然后在室温放置4—48h。盐雾试验时间仍按照表3规定。中性盐雾试验方法按GB/T10125的规定进行,按照本标准表3中规定的时间完成后,零件有效面不得出现粉状白色腐蚀产物。零件的边缘不考核,挂镀件与挂具接触部位不考核,盐雾试验时零件的支撑点、绑在零件上的细绳子与零件接触部位不考核。盐渍、在试验中产生的黑色点均不作为腐蚀依据。钝化膜的退色也不作为腐蚀依据。标记中含L的零件需经200h盐雾试验,不得出现粉状白锈腐蚀。不考核的因素同上。铸件在按规定时间检验后粉状白锈面积不得超过5%。气管和油管镀锌后钝化一般采用六价铬彩色钝化,或者采用三价铬钝化。工作温度超过70℃的镀锌管,应该采用强化钝化处理,标记为“E”。螺纹件钝化膜耐中性盐雾试验时间按照Q/DFLY1017《螺纹件表面处理技术条件》执行。7.3镀层厚度和钝化膜的综合盐雾试验要求由于镀锌层的耐蚀性是钝化膜耐蚀性和一定厚度的锌耐蚀性的综合结果,下表给出普通零件(不包括螺纹件)总耐盐雾时间要求。Q/DFLY1018—20096表4不同厚度的镀层及不同的钝化膜盐雾试验综合要求镀层厚度及使用环境镀层种类不得出现红锈的盐雾试验时间EP·Zn5B72hEP·Zn5、EP·Zn5G、EP·Zn5H、EP·Zn5U168h驾驶室内部、车厢内部及发动机内部的零件(5μm)EP·Zn5TB、EP·Zn5TC、EP·Zn5TH144hEP·Zn8B96hEP·Zn8、EP·Zn8G、EP·Zn8H、EP·Zn8U216h一般外部零件(8μm)EP·Zn8TB、EP·Zn8TC、EP·Zn8TH192hEP·Zn13B144hEP·Zn13、EP·Zn13U264h对行车安全有影响的零件、重要的外部零件、在非常恶劣环境使用的车辆的
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 shuangyu520770
shuangyu520770
本文标题:镀锌技术标准DFLY1018-2009
链接地址:https://www.777doc.com/doc-4890276 .html