您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 机床产品课教育训练_控制器篇V4_1(PPT32页)
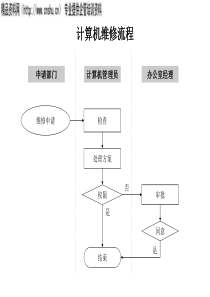
机床行业最值得信赖的电控伙伴1目录一、联网•联网设置•异常处理二、MST码•M码流程讲解以及写法•S码说明•T码简介三、警报文件•常规警报分析以及排查四、权限管理五、新版本新功能介绍2一、联网1、联网设置前言在控制器连上网络的过程中,需要有一台计算机提供档案资源共享让控制器可以存取其上面的档案,这台计算机我们称为文件服务器。在这台服务器上我们必须要装上相关的网络协议,及开立一个供控制器存取数据的账号,如此才能让控制器连接到服务器,以下将就计算机与控制器作详细说明。•PC端设定•XP系统设定1开启来宾账号•以Administrator身份登入,并依序执行「开始」→「控制台」→「用户帐户」,将来宾账号「GUEST」打开。一、联网1、联网设置一、联网1、联网设置•2资源共享服务设定于「我的计算机」中找出欲分享目录,按下鼠标右键以开启「内容」选项,接着勾选共享分页中的「在网络上共享…」以及「允许网络用户…」两个选项。3确定「计算机名称」与「工作组」设定依序执行「开始」→「控制面板」→「系统」→「计算机名称」,以开启「计算机名称」与「工作组」设定,并请记住此处设定内容,在稍后控制器设定时将会用到。一、联网1、联网设置一、联网1、联网设置4TCP/IP设定I.以Administrator身份登入,并依序执行「开始」→「控制面板」→「网络联机」,接着以鼠标左键双击「区域联机」图标。一、联网1、联网设置II.以鼠标左键双击「InternetProtocol(TCP/IP)」图示ü跳线(不使用HUB)请选择「使用下列的IP地址」,并手动输入IP地址(第四码需异于控制器设定)与子网掩码(需与控制器设定一致);ü网络线(使用HUB)请选择「自动取得IP地址」即可。二、联网1、联网设置DOS系统设定A.于控制器主画面依序按下「F6参数设定」→「F10下一页」→「F3网络设定」即可开启网络设定画面。B.控制器名称处输入该控制器之名称,例如「CNC-1」。若网域上存在一台以上的控制器时,不同控制器请给予不同名称以供识别。C.地址设置处输入网域里尚未被使用到之IP地址。D.子网掩码处输入该IP地址的子网掩码(需与PC端设定一致)。E.联机PC名称输入欲连接之PC名称(需与PC端设定一致)。F.联机目录名称处输入PC端所分享之文件夹名称(需与PC端设定一致)。G.按下「PageDown」以开启第二页设定画面。H.工作组处输入欲联机之PC端所设置的工作组(需与PC端设定一致)。I.关闭DHCP:若使用跳线请选择「关闭」;若使用网络线请选择「开启」,此时上述「地址设定」与「子网掩码」之设定将无效。J.联机使用者处输入「GUEST」。K.按下「F1确定键」后,重新开启控制器即可完成设定。一、联网1、联网设置•CE系统设定A.于控制器主画面依序按下「F6参数设定」→「F10下一页」→「F3网络设定」即可开启网络设定画面。B.IP地址取得方法:若使用跳线请选择「直接指定IP地址」;若使用网络线请选择「透过DHCP指定IP地址」,并可以跳过IP地址与子网掩码设定步骤。C.IP地址处输入网域里尚未被使用到之IP地址。D.子网掩码处输入该IP地址的子网掩码(需与PC端设定一致)。E.个人PC名称输入欲连接之PC名称(需与PC端设定一致)。F.共享目录名称处输入PC端所分享之文件夹名称(需与PC端设定一致)。G.使用者名称处输入「GUEST」。H.按下「F1确定键」后,重新开启控制器即可完成设定。一、联网2、异常处理•DOS常见网络联机警报与排除方式•nError52:Aduplicateworkgrouporcomputernameexistsonthenetwork.•ü同一网域内,有两台控制器的名称设定相同。•nError53/Error1222:Thecomputernamespecifiedinthenetworkpathcannotbelocated.•ü所要连接之计算机未开机。•ü计算机名称或其分享目录与控制器端设定不一致。•ü计算机IP地址与子网掩码未按上述章节内容设定。•ü若被联机PC使用网域,请先改回工作组,待联机成功后再改回网域•ü尝试关闭防病毒软件与防火墙后,再作联机确认•ü计算机需开启Guest账号,以及分享文件夹权限要被正确开启•ü若上述可能性都已排除,请在急停条件下(关闭驱动器后极电源),再试一次,以厘清看是否为干扰所造成•nError7361:IPXorNetBIOSmustberunninginordertoloadthenetwork.•ü控制器所设定之IP位置与其他控制器重复。一、联网2、异常处理•CE常见网络联机问题与排除方式•偶发如下图所示对话框可通过通过安装特定软体消除二、MST码1、M码流程讲解以及写法•M/S/T码的动作流程一、动作流程•在加工程序中编入M码以驱动外围设备(油冷机、料机……等等);编入S码以设定主轴转速;编入T码以进行换刀作业。透过M/S/T码使用,将可让加工程序,亦即马达的运动能与PLC之输出/输入讯号做同步控制。注意C38需要常态保持On,也就是说在一般状态或未执行M/S/T码时,C38需为On。如下图是M/S/T码动作流程图。二、MST码1、M码流程讲解以及写法•二、规格1、开机上缘,M/S/T码就绪,此时C38On;2、等待M/S/T码;3、加工程序执行到M/S/T码时,核心会将M/S/T码内容放在R1/R2/R3缓存器内,核心会发出S29/S54/S69的M/S/T码读取给PLC;4、当PLC接到M/S/T码读取后,即开始执行预先规划之动作,此时C38Off;5、待M/S/T码执行完成后,PLC将触发M/S/T码完成讯号(C38On)给核心;6、核心收到C38On后,确认M/S/T码动作完成,才会继续往下执行加工程序。二、MST码2、S码说明•主轴转速机能:S码指令•指令格式•S•说明S机能为主轴速度命令,指定主轴每分钟回转数或周速一定之用,由G96/G97指令范例•G96S150M03;//主轴周速一定,每分钟150公尺•G97S500M03;//主轴维持每分钟500转•注意事项当该轴群的加工主轴在不同主轴间切换时,若此时加工主轴为第二主轴,想指定第一主轴正转150RPM,则应下M03S1=150,以避免加工主轴切换上来不及,导致转速被给到第二主轴。三、MST码3、T码简介•T码操作规格说明•于加工程序中执行T码,将进行主轴刀具变更,动作顺序如下:•1.主轴停止(M05)•2.刀库旋转并数刀至目前主轴刀号•3.主轴定位(M19)•4.Z轴快速移动至第二参考点(参数Pr2803)•5.刀库推出(M52)•6.主轴松刀(M50)•7.Z轴快速移动至机械原点•8.刀库旋转并数刀至目标刀号•9.Z轴快速移动第二参考点(参数Pr2803)10.主轴夹刀(M51)•11.刀库推回(M53)•12.主轴定位解除(M05)•13.改写主轴刀号•14.继续往下执行加工程序•二、MST码3、T码简介•T码呼叫宏(MACRO)功能使用说明新代控制器可提供选刀时呼叫子程序功能,当用户完成以下设定后,T码触发时,系统会优先进入T0000中,然后再根据T0000内容触发相关PLC动作。1.将控制器参数Pr3215设定为1。2.将T码指令呼叫的宏预先编辑好,并存入控制器磁盘目录中。2.1DOS系统:C:\CNC\MACRO2.2WinCE系统:DiskC\OpenCnc\MACRO3.T码指令呼叫的宏文件名需为T0000(无扩展名)。二、MST码3、T码简介T码动作流程图二、MST码3、T码简介•T0000范例•%@MACRO•WAIT();•//@481=R81_总刀数;@502=R102_目前主轴刀号•//#1004_G90/G91模式;#1036_目标刀号;#26023=参数Pr2803_Z轴换刀点•IF(@502=#1036OR0=#1036OR@481#1036)THEN•M99;//判断目标刀号=主轴目前刀号/零号刀/大于总刀数就跳出换刀MACRO•END_IF;•@102:=#1036;//储存目标刀号•@103:=#1004;//储存进入换刀MACRO前的G91/G90状态•M3S0;//强迫0RPM,避免变频器跳过电流(OC)•M05;•WAIT();•T@502;//旋转刀库至目前刀号•M19;//主轴定位•G90G53Z#26023;//Z轴移动到换刀点参数Pr2803•G4X0.5;•WAIT();•M52;//刀库推出•M50;//主轴松刀•G90G53Z0;//Z轴移动到机械原点•WAIT();•T@102;//旋转刀库至目标刀号•G90G53Z#26023;//Z轴移动到换刀点参数Pr2803•G4X0.5;•WAIT();•M51;//主轴夹刀•M53;•M05;//主轴定位解除•WAIT();•@502:=@102;//改写主轴目前刀号G@103;//回复进入换刀MACRO前的G91/G90状态•M99;三、警报文件常规警报分析以及排查操作警报–OP三、警报文件常规警报分析以及排查操作警报–OP三、警报文件常规警报分析以及排查轴向警报–MOT三、警报文件常规警报分析以及排查轴向警报–MOT三、警报文件常规警报分析以及排查轴向警报–MOT三、警报文件常规警报分析以及排查•主轴警报–SPD三、警报文件常规警报分析以及排查•主轴警报–SPD三、警报文件常规警报分析以及排查•语法检查警报–COM三、警报文件常规警报分析以及排查•语法检查警报–COM四、权限管理摘要为方便生产单位能够有效地管理生产线的操作人员,新代控制器提供权限管理功能,让机械厂或管理者能够依据不同类型的操作人员,如一般操作人员、生产技术人员、设备维护人员以及设计人员,设定相对应的操作权限,以防止操作错误引起设备故障,或生产机密被窃取。四、权限管理•使用者分类与权限范围•使用者分类与对应之帐号、密码(注1)帐号与密码由英文或数字组成,长度范围为1~8个字元。(注2)新代客服人员帐号登入时,使用↑↓切换栏位到密码栏时萤幕左下角会出现提示检查码,请用此验证码向苏州企推部或台湾技术中心取得密码。四、权限管理•使用者对应之权限范围32SYNTEC谢谢~新代有你而精彩
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 3129778
3129778
本文标题:机床产品课教育训练_控制器篇V4_1(PPT32页)
链接地址:https://www.777doc.com/doc-492458 .html