您好,欢迎访问三七文档
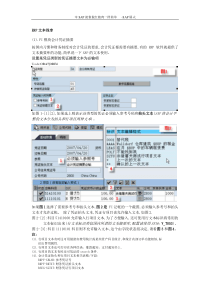
1目录1.生产模式的优势与弊端........................................................................................................32.工厂的整体分析与布置........................................................................................................42.1系统布置设计................................................................................................................42.2物流分析.........................................................................................................................52.2.1物流强度从至表......................................................................................................52.2.2物流强度分析表......................................................................................................72.2.3物流相关图..............................................................................................................82.3非物流分析.....................................................................................................................92.4综合相关图...................................................................................................................102.4.1综合相关表............................................................................................................102.4.2综合相关图....................................................................................................122.4.3作业单位综合接近程度排序表............................................................................132.5位置相关图及物流路线图...........................................................................................142.6作业单位面积相关图...................................................................................................143.电镀车间设备详细布置及设计..........................................................................................153.1电镀车间内设备的详细布置.......................................................................................153.1.1电镀车间设备数分析............................................................................................153.1.2电镀车间详细布置................................................................................................163.2电镀车间搬运系统设计...............................................................................................163.2.1电镀生产任务........................................................................................................163.2.2物料的分类............................................................................................................173.2.3移动分析................................................................................................................173.2.4搬运方案分析........................................................................................................193.2.5搬运设备需求计算................................................................................................233.2.6分段物料系统搬运设计........................................................................................243.2.6搬运设计方案的评估............................................................................................254.课程设计总结......................................................................................................................2625.参考文献..............................................................................................................................2631.生产模式的优势与弊端现状:该手机零件制造公司,主要是订单式生产,机群式产线布置,产品品种多,批量小,换线频繁,企业半成品库存在一定量的半成品。随着市场需求的不断变化,出现了成组原则布置。它是一种把产品原则布置和工艺原则布置相结合的成组布置。现在比较成熟和领先的企业也多采用成组原则布置。那么对于本企业,又为何采用机群式生产线布置呢?1.首先,这是一个比较成熟的生产线,到目前为止也可以满足市场的需求,而且暂时没有改建,扩建或新建的需要。维持现有的生产方式也是合理的。2.手机的生产制造主要是订单式生产,也就决定了作为手机零件供应商也应该是采用订单式生产。没有固定的大批量需求,同时该企业生产的产品种类多,批量小,换线频繁。所以采用机群式布置较合理。机群式布置具有以下几个优势与弊端[1]:1.柔性较高。无论是对产品品种,数量的变化,还是对于加工设备的故障响应,由于批量加工及闲置设备的存在,个别设备的故障或人员的缺勤不会对生产系统造成较大的影响。但是相应地,这种布置方式存在机器及其工人利用率较低,在制品数量较高等缺点。2.对于批量较小的订单生产时,成本较低而且灵活。流程时间较之产品原则布置快很多。同时,由于需要采用更多自动化程度较低的搬运设备,运输成本较高,效率较低。而且车间作业管理更加困难。3.对于操作工人的技能要求更高。提升员工技能和素质,但是却带来更多的培训成本。42.工厂的整体分析与布置2.1系统布置设计SLP是一种条理性很强,物流分析和作业单位关系密切程序分析相结合、寻求合理布置的技术,不仅适合各种规模或种类的工厂的新建、扩建或改建中对设施或设备的布置或调整,也适合制造业中对办公室、实验室、仓库等的布置设计,同时,也可用于医院、商店对服务业的布置设计。SLP方法有5个基本要素,抓住这些就是解决布置问题的“钥匙”。5个基本要素是P、Q、R、S、T,即:P—产品和物料,包括其变化和特性;Q—每种物品的数量;R—生产路线(工艺过程顺序);S—辅助部门(包括服务部门);T—时间(时间安排)。SLP程序模式如图2-1所示。5图2-1SLP程序模式2.2物流分析物流分析是工厂布置的核心工作,需要遵循两个最小和两个避免的原则两个最小原则:经过距离最小和物流成本最小。两个避免原则:避免迂回和避免十字交叉。2.2.1物流强度从至表物流强度从至表见表2-1。至从12345678910111213146表2-1物流强度从至表注:带“+”的表示高优先级的物流单位。单位:栈板1.五金仓库+102.塑胶仓库+153.外购件库1002004.半成品库2001305.成品仓库6.包装材料库+27.冲压车间20080018.成型车间301009.电镀车间100110010.装配车间120111.电镀金回收间12.实验室13.联合办公室14.自动化立区72.2.2物流强度分析表物流强度的划分采用著名的A.E.I.O.U等级,一般A占总作业单位对的10%,E占20%,I占30%,O占40%,U代表无物流量的作业单位对。将同一单位的物流强度合并,如表中3—9的100和9—4的100合并为3-4的200。并按物流强度划分等级。物流强度分析表见图2-2。表2-2物流强度分析表序号路线物流强度物流等级12-815栈板A21-710栈板A36-102栈板E49-101100kpcs(单位下同)E57-9800E64-9300I73-10200I87-4200I94-10130O1010-5120O113-9100O128-10100O138-430O82.2.3物流相关图根据物流强度分析表做出物流相关图见图2-2。序号1234567891011121314作业单位名称五金仓库塑胶仓库外购件仓库半成品仓库成品仓库包装材料库冲压车间成型车间电镀车间装配车间电镀金回收区实验室联合办公室自动化组立区AAEEEIIIOOOOOOO147-121O1510-121O9图2-2物流相关图2.3非物流分析物流分析所得到的是定量的相互关系,但是各作业单位之间还存在着其他的关系。非物流的相互关系不能用定量的方法得到,而要用一些定性的方法。这时相关图每个菱形格子不但要表示两两之间的密切程度等级(ClosenessRa
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 k090909
k090909
本文标题:电镀车间设施规划
链接地址:https://www.777doc.com/doc-4931809 .html