您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 柴油机飞轮锁片冲压模设计
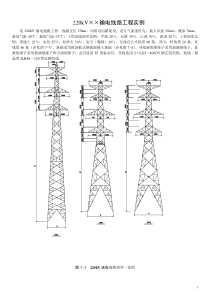
学校代码:10410序号:20060821本科毕业论文题目:柴油机飞轮锁片冲压模设计学院:工学院姓名:付勇学号:20060821专业:农业机械化及其自动化年级:农机061指导教师:胡淑芬二O一0年五月摘要模具是工业生产中重要的工艺装备,是国民经济各部门发展的重要基础之一。级进模是一种复杂、精密的冲压模具,它具有高效率、高精度和高寿命等优越性,适用于各种冲压行业的自动化生产。本文分析了回油管夹片零件的结构工艺性和冲压工艺,介绍了零件的排样方案、模具的总体结构、主要零部件的设计。该模具具有结构紧凑、加工制造容易、工作平稳、操作简便、生产效率高的特点。关键词模具设计级进模Abstract:Mould&Dieisimportanttechnicalequipmentinindustrialproduction.Itisalsooneofthemostimportantdevelopmentalfoundationsforalldepartmentsofcountryeconomy.Theprogressivedieisakindofcomplexandpreciseformingdie.Itpossessesmanyadvantagessuchashighefficiency,accuracyandlonglife.Soitisusedformanykindsofautomationproductioninsheetmetalforming.ThetechnologicalcharacteristicandthestampingtechnologyofEngineflywheellockingpiecesofmoldwereanalyzed.Layoutproject,totalstructureofdie,anddesignofthekeypartswereintroduced.Thediestructurewascompact,machiningeasy,workingsmoothly,operatedconvenientlyandhighproductionefficiency.Keywords:diedesignprogressivedie柴油机飞轮锁片冲压模设计第3页共25页目录目录..................................................................3一引言...................................................................4二零件工艺分析...........................................................42.1工艺方案的确定.....................................................42.2零件的形状、尺寸、精度、断面质量、装配关系分析....................52.2.1冲压部分分析.................................................5三主要工艺参数计算.......................................................53.1冲裁部分相关计算..................................................53.1.1、合理排样并绘制排样图,计算出材料利用率.....................53.1.2冲裁力计算..................................................63.1.3冲裁压力中心的确定..........................................73.1.4冲裁设计中橡胶选取与计算....................................83.1.5确定凸、凹模间隙,计算凸、凹模工作部分尺寸..................8四压力机的选择..........................................................10五模具总体结构设计......................................................115.1凸模和凹模外形尺寸的确定.........................................115.1.1整体凹模外形尺寸的确定.....................................115.1.2落料凹模外形尺寸的确定.....................................115.1.3.冲孔凸模长度及强度校核.....................................125.2选定定位元件.....................................................135.3固定板、垫板设计与标准...........................................145.4上、下模座........................................................155.5闭合高度.........................................................165.6模架的设计.......................................................175.7模柄与标准.......................................................185.8卸料、出件方式的选择............................................185.9紧固件与模具定位件的标准与确定...................................205.10导正销的选择及导柱导套导向装置..................................20导正销的头部由圆锥的导入部分和圆柱形的导正部分组成。导正部分的直径和高度尺寸及公差很重要。导正销的基本尺寸可按下式计算:.................................21六冲压模具的安全技术....................................................21七冲模的安装............................................................21八模具的装配图..........................................................22小结.....................................................................23参考文献.................................................................24致谢.................................................................25柴油机飞轮锁片冲压模设计第4页共25页一引言改革开放以后,随着国民经济的高速发展,市场对模具的需求量不断增长,于是模具对于现代工业来说是越来越重要,尤其是冲压技术的应用.在国民经济各部门中,几乎都有冲压加工生产,它不仅与整个机械行业密切有关,而且与人民的生活相关.近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。而模具制造是整个链条中最基础的要素之一,模具制造技术现已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定企业的生存空间。近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C-Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。以汽车覆盖件模具为代表的大型冲压模具的制造技术已取得很大进步,东风汽车公司模具厂、一汽模具中心等模具厂家已能生产部分轿车覆盖件模具。此外,许多研究机构和大专院校开展模具技术的研究和开发。经过多年的努力,在模具CAD/CAE/CAM技术方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。由于冲压工艺具有生产效率高、质量稳定、成本低以及可加工复杂形状工件等一系列优点,在机械、汽车、轻工、国防、电机电器、家用电器,以及日常生活用品等行业应用非常广泛,占有十分重要的地位。随着工业产品的不断发展和生产技术水平的不断提高,冲压模具作为个部门的重要基础工艺装备将起到越来越大的作用。二零件工艺分析2.1工艺方案的确定零件传统的生产工艺一般先在落料、冲孔复合模上进行冲裁,这种方法所需模具较多,冲床利用率低,不易实现自动化生产,且生产效率低,不能适应该产品生产的需求。将冲压生产柴油机飞轮锁片的模具设计成自动送料的多工位级进模,在解决上面问题的同时,还可柴油机飞轮锁片冲压模设计第5页共25页以避免分模加工中定位误差的产生,提高产品质量,降低操作工人的劳动强度和生产成本,有助于提高其产品的市场竞争能力。柴油机飞轮锁片是飞轮上用来止动的零件,其材料为A3钢,板料厚度为1.2mm,生产批量很大。零件简图如图一所示,零件类似一垫片,中间有切舌。零件结构尺寸较小,属于典型的中小型冲压件。图一2.2零件的形状、尺寸、精度、断面质量、装配关系分析2.2.1冲压部分分析该零件形状简单,是由圆和直线组成的.按照要求普通冲裁件外形与内孔尺寸所能达到的经济公差等级一般不高于IT11级,由《冲压工艺及冲模设计》表3-6、3-7查得,普通冲裁件外形公差可达到0.14mm,内孔公差可达到0.05mm。图样中精度及断面质量均没有特别的要求,零件图上的所有的尺寸均未标注公差,属于自由尺寸,即可在IT12—IT18取公差值,按IT14级确定工件尺寸的公差。该零件的精度要求能够在冲裁加工中得到保证.断面质量按一般标准处理。根据生产实践可知其装配关系大致为一般的普通落料模形式的改进,其它如生产批量等情况,也均符合冲裁的工艺要求。三主要工艺参数计算3.1冲裁部分相关计算3.1.1、合理排样并绘制排样图,计算出材料利用率(1)排样方法的确定柴油机飞轮锁片冲压模设计第6页共25页根据工件的形状,确定采用有废料排样的方法。模具为连续模,采用直排,经多次排样计算画出排样图,如图二图二:排样(2)计算板材规格查《冲压工艺及冲模设计》表3-10排样方法,根据零件形状两制件间按矩形且为有废料排样,查《中国模具设计大典》取搭边值为1.5,侧边取搭边值也为2。进距为:h=63.5mm条料宽为:b=67.2mm(3)计算条料的利用率一个进距内的材料利用率为%100BhnA式中A——冲裁件面积(mm2);n——一张条料上的的冲件总数目;B——条料宽度(mm)h——条料长度(mm)在此排样中:%100LBd-D422)(η=48.44%1002.6765)3762(422%3.1.2冲裁力计算(1)冲裁力冲F平刃口冲裁模的冲裁力冲F一般按下式计算:柴油机飞轮锁片冲压模设计第7页共25页bFK
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 yaoninglei2
yaoninglei2
本文标题:柴油机飞轮锁片冲压模设计
链接地址:https://www.777doc.com/doc-4936870 .html