您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 5复合材料飞行器构件的制造(3)
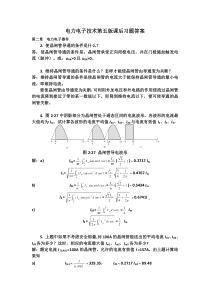
1第二章复合材料飞行器构件的制造(三)22.5整体构件制造技术整体构件制造指在成形模具内一次固化过程中完成各零件的成形及相互有关零件的连接,最后达到一个坚实的整体。整体制造技术包括共固化、共胶接、二次胶接等技术。整体制造技术正是复合材料独有的优点和特点之一,是目前世界上在该技术领域大力提倡和发展的重要技术之一,对此我国亦应给予相应的关注并适时开展相应的发展研究工作。31.制造过程的机械化与自动化原材料手工劳动高成本产品质量稳定性差为了提高质量、降低成本、缩短生产周期,复材构件制造需不断改进工艺,引进新材料、新技术、新仪器、新设备。注意以下几方面:4解决途径:采用计算机控制加工设备数控(缠绕、铺丝)设备排样下料系统多坐标自动铺叠机计算机实时控制热压罐自动扫描无损探伤记录仪工装的CAD/CAM*计算机技术在复材构件加工中应用是目前先进制造技术水平的最突出的标志52.力求最大限度的结构整体性共固化工艺方法对于提高零件刚度,减少加工工序,提高零件的结构效率,减少工装和连接件数量具有重要意义。63.产品制造工艺过程的质量保证下料、铺层、固化、装配等工序和操作,需大量手工操作,人为的不稳定因素会影响工作质量。制造的中间阶段,构件的尺寸、形状、性能无法测定,是不确定的。热压罐固化需较为复杂的操作技术,不能随时测量加工对象的尺寸进行修正,也不能逐渐逼近以达到设计要求。7措施:对施工环境条件有作明确、严格的规定,所用的仪器、设备取得生产许可证对工作人员的培训原材料按材料技术条件验收、保管、应用确定正确的工艺路线与方法,严格执行工艺纪律和管理制度。采用新的无损检测技术采用整体制造工艺8最大限度的结构整体性最少的零件和工艺装备最少的工序最佳的经济效果整体成型制造法9共固化(Co-curing):2个或2个以上的零件经过一次固化成型而制成个整体制件的工艺方法。共胶接(Co-bonding):把1个或多个已经固化成型而另1个或多个尚未固化的零件通过胶粘剂(一般为胶膜),在一次固化中固化并胶接成1个整体制件的工艺方法。美国波音飞机公司给出的定义是:“2个或更多个零件固化在一起,其中至少有1个已完全固化、1个未固化,任一固化与未固化零件间需要有胶膜的工艺方法。”二次胶接(Secondarybonding):两个或多个已固化的复合材料零件通过胶接而连在一起,其间仅有的化学或热的反应是胶粘剂的固化。10降低制件成本可将几十甚至几百个零件减少到1个或几个零件,减少分段和对接,从而大幅度地减少结构质量,降低制件的成本。须知复合材料的成本最后是以单位质量的成本数进行核算的,因此减质量一定会带来成本降低的直接效应。2.5.1复合材料构件整体成形工艺的优点11降低结构的装配成本可将几十万个紧固件减少到甚至几百或几千个,从而亦可大幅度地减少结构质量,降低装配成本,进而降低制件总成本。在复合材料承力结构的机械连接中,所用紧固件特殊,多为钛合金紧固件,成本较高;施工中钻孔和锪窝难而慢,须用特殊刀具,容差要求严,成本高;装配中要注意防止电化腐蚀,必须湿装配,耗时费力,成本高。大量减少紧固件的结果必然减轻结构因连接带来的增重,减少诸多因连接带来的种种麻烦,降低成本。12易于实现高度翼身融合体的设计和布局如B-2隐身轰炸机,采用高度翼身融合体的飞翼式布局,广泛采用了复合材料整体成型技术;再如美国最新研制的无人作战飞机X45-A,即采用高度翼身融合体的无尾式飞翼布局;另一个号称“飞马”的无人作战飞机X-47A更为典型,其形如风筝,亦是一架高度翼身融合体的无尾飞翼式布局飞机,全机结构由复合材料制成,沿中轴线上下分4大块制成,充分发挥了复合材料大面积整体成型的技术优势。131415可降低机体结构的雷达反射截面积RCS值,从而提高其隐身性能隐身性能是武器的重要战技性能指标之一。机体结构上如存在着大量的缝隙、台阶、紧固件头等,势必产生对雷达波的强烈反射,形成雷达波的散射源。复合材料整体成型技术消除了缝隙、台阶和紧固件头,将无疑是对提高隐身性能的重要贡献之一。16用通常的方法制造壁板件,需有两次以上的固化过程,而共固化只需一次固化过程。通常组件装配是在零件已具有很好刚度条件下进行,但固化后零件的外形不易做到非常准确,而零件间的装配协调要求却较高。尤其对于复杂结构,零件数量多,形状复杂,给装配带来很多困难,难以保证质量。当采用共固化法时,零件在固化模具中组装,其坯件是预浸料块。它们具有很好的操作粘性,几何形状又可随意改变,整个构件的制造只是在模具内铺叠与塑制成形的过程。2.5.2共固化成形工艺及特点17按通常的方法,组件装配时用胶接或机械连接,其整体性与刚性不如共固化产品的整体性好。共固化的构件不仅是同一种基体,在同一固化过程中固化成为完整的产品,还由于在铺层过程中可实现连续纤维,从结构件的一个部位以不切断纤维而随意延向另一部位。这就大大地强化了连接部位的刚度与强度。而通常方法制造复合材料构件,期望在各零件交接部位不切断纤维是比较困难的,对于某些结构是不可能实现的。18共固化梁+45度预浸料通常方法制成的梁4个零件胶接而成7个零件胶接而成19采用共固化时,加工对象为复杂的立体构件。这对模具设计、制造和构件生产提出了更高的技术要求和带来一定的难度。如共固化成形蒙皮壁板时就不能只采用整块式单块的简单阳模。相应地,模具由一套零件组成。有时还需应用不同材料、不同的方法产生固化时所需的压力,膨胀硅橡胶是常用的材料。同时,成形立体构件,不宜再采取常用的一套吸胶系统除去层板中多余的树脂,就需要寻找新的方法来控制树脂含量。20固化过程时各零件尺寸不断变化,叠层坯件厚度变薄,材质由疏松成密实。对于一些结构,如平板件、长桁等成形不会引起很多问题。但对另一些构件就会出现最后尺寸精度不够,需要进行补偿的问题。这可以通过增加附加工序及精确计算模具尺寸予以解决。右图所示壁板,由纵、横向加强筋与蒙皮组成。加强筋结构是由长方形的单元体来实现的。当壁板尺寸很大时,如长7-8m,宽2-3m,这种单元体的数量就会很多。共固化时须考虑由于零件厚度变化所引起的问题,并采取有效措施予以解决。21共固化法可以用于制造一般梁、肋及壁板等壳体构件,并获得与分次固化成形零件具有同等的材质和机械性能。因为共固化过程中可以采用与分次固化相同的工艺参数,即相同的固化温度、压力和时间。共固化也可用以制造夹层结构件,如蜂窝夹层结构、泡沫塑料夹层结构等。但复合材料层板的性能因固化压力由7kg/cm2减小到3kg/cm2而有所损失,略低于分次固化制造的产品。22共固化成形波纹腹板梁正弦波腹板凸缘2324大型共固化筒形体多樯结构胶接共固化翼盒25某型直升机全复合材料座舱罩12根薄壁空心管梁,两个蜂窝夹层结构板,8个复合材料接头组成26无紧固件的JSF平尾该水平尾翼展长1.37m,根弦长2.90m,尖弦长0.61m,沿展向有8个盒形加强件,在共固化中采用铝制芯轴,靠精确计算的热胀压力将加强件压在两侧蒙皮上,固化完冷却后将铝芯轴抽出,形成了平尾的主受力盒。272.5.3共固化法制造蜂窝夹层结构件飞机部件上的蜂窝夹层结构件可能出现的有平板件、楔形件和具有外形的曲面件。对于前两者的制造,可以用分次固化法来完成。用分次固化法生产曲面件将遇到很大麻烦。飞机的曲面夹层结构件,由内外两层蒙皮和夹芯结构组成。当上述三个零件预先都具有曲面外形,要使它们很好协调,达到胶接装配的要求决非易事。何况一个蜂窝夹层部件并非只有三个零件,还有其它的周边封严件、嵌入的连接接头、加强垫块等,故协调问题显得很突出。运用共固化技术比较容易解决这个问题。因为此时的内外变化均处于可塑未定型状态,可以适应各种外形的要求。28一个部件上能采用共固化的程度,是随结构复杂性、对各部位性能要求、制作的技术水平、可提供的工艺材料及习惯等有所差异。右图所示的减速板,它的主要组成部分为碳纤维/环氧树脂的内外蒙皮、四周边的复合材料封严件、接头及蜂窝夹芯。其制造过程为:301.复合材料的内外蒙皮按设计图纸在相应的铺贴模内铺层,根据层数的多少,进行一次或数次预压实。根据预浸料中树脂含量确定预压实工序。接着对蒙皮叠层块坯件周边外形线修边。由于预压实工序在室温或在加温低于100℃下进行,故铺叠模可用不耐高温的材料制作。2.周边封严件周边封严件可由金属或复合材料制作。若采用金属材料,则应按胶接要求进行表面制备待用。若采用复合材料,则预先在相应模具内固化成形所要求的零件,然后提供总装时使用。若结构允许封严件随同整体部件成形,就可以省略这些零件单独固化成形的工序。313.连接接头连接接头一般要承受较大的集中应力,多数采用钛合金材料制作。为了定位正确,一般先将连接接头固化在相配合的复合材料构件上。4.蜂窝芯子零件有铝合金及NOMEX(芳香聚酰胺纸)两种芯子。芯子零件外形以机械加工铣切获得。5.最后胶接装配及固化把上述准备好的所有零件按要求在固化夹具内装配。零件间的连接处敷以相适合的胶接材料。装配完毕,把装配件连同夹具在热压罐内固化。32对于某些不太重要的构件,例如工作温度不超过80℃,受力较小的结构,芯子与复合材料蒙皮共固化,可以不用胶接剂而是借助预浸料中的树脂进行胶接。这时要求该种预浸料的树脂系统是胶粘剂型的树脂,并且按重量计的树脂含量达到45%以上。压力温度连接可靠332.5.4共固化法制造波形胶板梁波形腹板梁由上下凸缘和正弦波形腹板组成。梁腹板由两块±45°铺层槽形件背部拼合而成,承受剪切载荷。正弦波形腹板具有较高的刚度,故不再需要制造和连接其它加强筋条来增加腹板的稳定性。上下凸缘要承受梁弯曲时所产生的拉、压应力,沿其轴线铺叠有单向纤维层。34波形梁35共固化一体化抗坠毁梁36梁的制造工艺如下:铺层-波形腹板的铺叠成形按工艺选用45度编织物预浸料,并按一定形式编制。目的是在铺叠时,预浸料由腹板延向凸缘时易于变形并能呈较完整的铺叠面。铺叠在模具内进行。37假如腹板由四层织物预浸料组成。把四层织物依次铺贴在腹板成形模块上。在每层之间的弯边处垫以隔离膜,然后合拢成形模块,并用强力夹紧。接着分层地把织物强拉折向凸缘并弯曲到90°。由于腹板是波形,此时弯曲处纤维排列再无法保持定向和整齐,只能使织物变形,力求铺平。在腹板坯件铺贴的同时,按要求单独铺叠凸缘叠层块。为了凸缘沿垂直于梁轴线方向有一定的连接强度,铺叠时将单向预浸料与织物混用。使用呈圆形的单向预浸料充填在凸缘块与槽形件之间形成的三角形间隙,最后把凸缘坯件置于腹板坯件的上下两面。38全部铺叠完成后,装上四周加压和定位的侧模块,再盖上透气材料。整个模具罩在真空薄膜或硅橡胶真空罩内,抽真空检查气密及夹具是否处于正常状态。最后送入热压罐内一次成形。如果固化模与腹板铺叠模不是同一模具时,在完成铺贴后,将叠层坯件从铺叠模上取下会有一定困难。若铺叠模由铝合金制成,可用冷冻法脱模,但要避免因冷冻使叠层块表面产生聚凝水汽。梁是细长的构件,要做到结构尺寸准确及树脂分布均匀,必须保证模具有足够的刚性及合理的多余树脂排泄通路。392.5.5共固化法制造平尾后段件典型的操纵面后段件由上下复合材料蒙皮和数个翼肋所组成。为了把后段件用机械连接装配到后梁或类似结构上去,在后段件的连接边用金属予以加强。40•各零件所需的预浸料在相应的模具上铺叠成毛坯并予压实。•将蒙皮叠层毛坯装入固化阴模内。(模具制成分块式,便于工件取出。如果用铝合金作为模具材料,为了减少铝热膨胀过大的影响,模具内表面可加垫二张很薄的钛箔来隔离复合材料与模具的直接接触。)后段件制造流程图41•同时,将已硫化具有一定结构外形的硅橡胶加压袋置于专用的芯模上,使加压袋处于正确的工作状态,铺上可剥离布、隔离布等。把所有翼肋的叠层坯件分别装入到正确位置,即在压力袋上有槽处,此时装配件已装在阳模的工艺模上。•最后,把已装好蒙皮的阴模与装上翼肋的工艺阳模合模。在使零件在阴模内取得正确装配位置后,取走工艺阳模,在压力袋与阴模之间进行密封,并送入热压罐内固化成形。4243结构设计要求:由于共固化制造既需保证外形的
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 junioryin
junioryin
本文标题:5复合材料飞行器构件的制造(3)
链接地址:https://www.777doc.com/doc-4943182 .html