您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 电子设计/PCB > PCB压合课制程简介
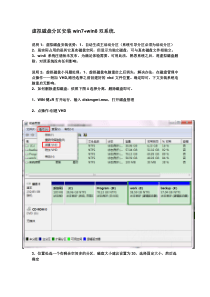
壓合課流程簡介教育訓練教材P1壓合課流程簡介進料檢驗棕化組合治具制作P/P打孔鉚合疊板P/P裁切銅箔裁切熱壓銑靶冷壓拆板分割鑽靶撈邊磨邊清洗檢修X-RAY鑽靶P2出貨裁板磨邊機壓合課流程簡介1.1.PP(Prepreg):主要由玻璃纖維布以及樹脂組成,與一般玻璃類似,但以鈣、鋁、矽、硼等氧化物為主,絕緣性及延展性比一般玻璃重要.1.1.1.玻璃纖維:是將玻璃原料調配好在12300c的高溫下,使之熔融成為液體,然后由白金所做的小口徑抽口用力擠出,並快速噴出冷卻及做上漿處理,而成多根並合的玻璃絲,此200~400根並合在一束稱為玻璃紗,再由單紗或多根併燃的復紗按經緯方向織布,即完成玻璃布的制作.1.1.2.織布:有平織法、格子法、針織法、提花法、斜織法…..但目前線路板則采用單紗平織法,因其尺寸安定性最好.P3壓合主物料介紹壓合課流程簡介1.1.3.樹脂:大概可分為熱塑性樹脂與熱硬化性樹脂,而用於印刷電路板所用的樹脂都是熱硬化性樹脂,熱硬化樹脂的單體除了兩只手(官能基)外,尚有內部的手彼此交接而成網狀結構,但在加壓加熱的同時,多餘的手也全部交接而不動,亦即變硬,此種狀態稱為硬化.樹脂的種類有1酚醛樹脂2環氧樹脂3聚亞硫胺樹脂4聚四氟乙烯樹脂我們一般用的是環氧樹脂PP(Prepreg):是玻璃纖維布經過樹脂浸漬之后,再經熱烘干之后而成為半硬化之中間狀態.故又稱為半固化片.1.2.PP(Prepreg)之儲存條件溫度:200C士20C相對溫度:55士5%時間:3個月以內遵循先進先出的原則P4壓合課流程簡介溫度對樹脂粘度的影響normalViscosityLtighRelativeHumidityTemp./TimePP吸濕性极強,當其吸收大量水分,則粘度降低,壓合過程中會造成流膠增大白點白邊P5壓合課流程簡介1.3PP(Prepreg)的特性固化區黏彈狀區黏稠狀區流體狀區時間abcP6壓合課流程簡介整個壓制程預溫過程,是B階段樹脂從難以流動的黏彈狀,逐漸轉變成流體狀,再轉變成凝膠狀的變化過程;在這個過程中,樹脂於高溫下進行熔融和流動,並同時完成對玻璃纖維的進一步浸潤.樹脂的流動性是按指數上升,隨著分子鏈的不斷增長,隨即產生交聯作用,樹脂內部逐步建立起自身的內聚強度,又使樹脂黏度不斷增大,它的流動性又沿指數規律下降,最后達到不再流動的膠凝狀,直至固化為止.1.4.PP(Prepreg)之參數:1.4.1膠化時間:(geltime)1.4.2膠含量:(resyncontent)1.4.3膠流量:(resinflow)1.4.5揮發份:(Volarillcontent)P7壓合課流程簡介PP壓合課流程簡介型號含膠量流膠量壓前厚度壓后厚度763050.130.39.5~108.5~9762843.220.98.5~97.5~821165027.84.54.2士0.22116HRC5329.454.6士0.4108061.236.232.5士0.5常用PP型號其餘型號有:2113、2112、1506等P9壓合課流程簡介2.1銅箔分類:銅箔依制造方法可分為壓延銅箔(WroughtFoil)及電解銅箔兩種,電解銅箔(ED-Foil)由於兩面粗糙度不同,較粗糙之一面經處理后,與PP(Prepreg)熱壓時,可和樹脂產生很強的接著力,較適於做為銅面積層板的原料.銅箔規格的區分,由之前的絕對厚度改為以基重(areaweight)表示代號QZ/ft2g/m2inchmmE0.146(1/8)44.570.00020.005Q0.263(1/4)80.180.00040.009T0.350(3/8)106.90.00050.012H0.500(1/2)1530.00070.018M0.750(3/4)2290.00100.025113050.00140.035226100.00280.071339150.00420.106重量厚度P10銅箔介紹壓合課流程簡介反面銅箔壓合課流程簡介正面銅箔壓合課流程簡介正面銅箔輸送壓合課流程簡介反面銅箔輸送壓合課流程簡介2.2銅箔的品質要求2.2.1純度(Rurity)生箔(未經任何表面處理之銅箔)之純度要求,電解銅箔需高於99.8%,壓延銅箔需高於99.9%(由於銀的導電度和銅相近,且電解時銀很容易和銅一起被折出,因此純度計算通常將銀亦算在內P15壓合課流程簡介2.2.2針孔(pinholes)1/2QZ以下(厚度)之銅箔不可有大於0.10m/m大小之針孔,1/2QZ銅箔針孔數不可多10點/ft2,大小不得大於0.05m/m.1QZ以上銅箔,針孔數不得多於5點/ft2,且在任何5ft2內,不得有大於0.125mm之針孔發生.2.2.3外觀(surfceappearance)銅箔表面不得有任何凹點及凹陷(pitsandDents)、折皺、抓痕、刮痕、粗粒、油脂、指印及任何外物,任何缺陷都需明顯標示.P16壓合課流程簡介3.1作用緩衝受壓、均勻施壓、防止滑動、降低升溫、均勻受熱3.2牛皮紙特性吸濕性、透氣性、抗壓性3.3檢驗項目基重、厚度、密度、尺寸、吸水性.表面狀況,升溫速率的變化,耐高溫、高壓性能牛皮紙介紹P17壓合課流程簡介2.2.7抗氧化性(Tarnishresysarce)在搬運及存放期間,銅箔表面不可氧化變色.2.2.8蝕刻斑點(Etchingstain)蝕刻后,積板表面不得有殘銅及銅粒等斑點存在.2.2.9其它如:附著性、表面粗度、抗撕強度、抗化學藥品性、抗焊性等等.P18壓合課流程簡介牛皮紙壓合課流程簡介待棕化多層板壓合課流程簡介1.黑化簡介黑化工藝在多層板生產中占據著重要位置,是大家非常熟悉的工藝,它不但直接影響著多層板的物理性能如熱衝擊實驗,而且還影響著多層板的外觀,黑化不均勻很容易引起客戶的退貨;另外粉紅圈也著實令人頭痛,避免粉紅圈大量出現就是黑化后增加后處理,可成本也跟著增加了.隨著多層板輕型化發展,大量0.2mm甚至0.1mm的內層開始出現,傳統黑化工藝的局限性更加突出:1.1.一般的挂藍無法解決板重疊的問題1.2.特殊的挂藍(如用teflon線)成本很高,並且操作不方便,效率低,在此種情況下,棕化工藝應運而生.棕化工藝介紹P21壓合課流程簡介2.棕化反應原理在棕化槽內,由於H2O2的微蝕作用,使基體銅表面形成一種碎石狀微觀結構,同時立即沉積上一層薄薄的有機金屬膜,由於有機金屬膜與基體銅表面的化學鍵結合,形成棕色的毛絨狀結構,使它與粘結片的粘合能力大大提高.CU+H2SO4+H2O2CUSO4+2H2O3.棕化流程投板酸洗純水洗清潔純水洗預浸棕化純水洗烘干收板P22壓合課流程簡介4.棕化藥水介紹4.1.棕化藥水基本特點4.1.1.省時,省效率4.1.2.耐酸能力強,無粉紅圈現象4.1.3.抗剝離強度高4.1.4.工作條件寬鬆,如操作溫度低35~400C,處理時間短(1~1.5min)4.1.5.成本低4.1.6.棕化板保存時間長4.1.7.尤其要提出的是,由於其操作溫度低,處理時間短极適合水平線,以根本上解決薄板在傳統黑化中所面臨的問題.P23壓合課流程簡介4.2.清潔劑4.2.1.化學成份:chemicallystakleCompound4.2.2.用途:鹹性清潔4.2.3.主要特征:無色的強鹼性藥性4.2.4.潛在健康影響因素a.眼睛:引起眼睛灼熱,可能也引起不可治的傷害b.皮膚:引起皮膚灼熱,持續角會引起組織壞死c.吸入:蒸氣引呼吸器管的傷害,但嚴重的可能會;輕微攝起會引起呼吸疼痛或咳嗽.d.吞咽:會引起呼吸道受到伴有灼熱的疼痛的刺激引起嚴重的傷害4.2.5.儲存:放置在陰冷,干燥的地方,遠離熱量或火星,有足夠的通風系統保證空氣流通P24壓合課流程簡介4.2.6.物理及化學特性a.外觀:乾凈液體b.氣味:N/Ac.PH值:12d:可熔e.沸點:高於1300Cg.冰點:-200Ch:比重:1.020@200C4.3.100a4.3.1.化學成分:有機酸混合物4.3.2.用途:銅箔涂層轉換4.3.3.主要特征:無色或黃色的酸性,嚴重刺激及眼睛,皮膚4.3.4.潛在健康影響因素:P25壓合課流程簡介a.眼睛:引起眼睛灼熱,可能也引起組織壞死b.皮膚:引起皮膚灼熱,持續接觸會引起組織壞死c.吸入:引起呼吸管的傷害d.吞咽:會引起呼吸道受到伴有灼熱的疼痛的刺激,引起嚴重的傷害4.3.5.儲存:放置在陰冷,乾燥的地方,遠離熱量或火星,有足夠的通風系統保證空氣的流通4.3.6.物理及化學特性a.外觀:清潔,黃色液體b.PH值:小於0.8c.可溶性:可溶d.詣點:高於1000Ce.冰點:低於00Cf.比重:1.090@200CP26壓合課流程簡介4.4.100b4.4.1.化學成份:AlkglSulforicAcidSodiumSaltCompound4.4.2.用途:銅箔涂成轉換4.4.3.主要特征:無色或黃色的酸性藥水,嚴重刺激眼睛、皮膚4.4.4.潛在健康影響的因素a.眼睛:引起眼睛灼熱,可能也引起不可治癒的傷害b.皮膚:引起皮膚灼熱,持續接觸會引起組織壞死c.吸入:引起呼吸器管的傷害d.吞咽:會引呼吸道受到伴有灼熱的疼痛的刺激,引起嚴重的傷害4.4.5.儲存:放置在陰冷、乾燥的地方,遠離熱量或火星,有足夠的通風系統保證空氣流通4.4.6.物理及化學特性:P27壓合課流程簡介a.外觀:清潔,黃色液體b.PH值:小於0.35c.可溶性:可溶d.詣點:高於1000Ce.冰點:低於00Cf.比重:1.020@200CP28壓合課流程簡介5.棕化信賴性測試測試項目測試方法評定標準備注拉力測試1.將銅箔用膠紙貼在基板上,因為使用膠紙藥水不能滲入到銅箔內;2.棕化后,在基板上貼上3-5張1080的PP進行壓合;3.在樣板上用膠紙或干膜裁成寬度為1CM條狀來阻止蝕刻(一般在拉力時,我們可以簡單的用刀裁即可);4.我們可以用以上樣品做結合力測試;漂錫測試1.在樣板鍍上錫鉛之后;2.放入溫度為288士5.50C的錫爐中,時間為10sec、15sec、20sec、30sec;3.同時測量放置不同時間時拉力的變化;4.完成上述試驗后,做切片分析,檢查有無爆片分層;沉錫測試檢測下述兩個條件下完成的測試樣板的爆板分層狀況;1.2600C20秒浸泡一個循環2.2880C10秒漂一個循環沸水測試將待測試樣板放入溫度為1000C的沸水中1個小時,再來檢測有無爆板或分層P29壓合課流程簡介6.棕化品質分析及控制不良狀況產生原因解決辦法1.板大面積棕化不上1.純水不符合要求2.預浸應該更換或被污染3.棕化槽中銅濃度超標1.改良純水2.更換預浸槽3.降低棕化槽的銅濃度2.板面發紅1.棕化槽中銅濃度超標2.KA-1、KA-2濃度偏低3.棕化槽液失效或受污染1.降低銅濃度2.提高.KA-1、KA-2濃度3.更換棕化槽3.板上有異物1.內層干膜處理后的殘渣2.水洗槽受污染使板面附有臟物3.添加藥水時不小心掉在上面4.板面上有膠跡1.加大清潔清洗力度2.更換水洗槽3.添加藥水時嚴格按照SOP操作4.加強清潔處理,磨刷P30壓合課流程簡介4.板面上有條紋,棕化膜薄的現象1.棕化槽中.KA-1、KA-2濃度偏低1.補充棕化槽中.KA-1、KA-22.更換預浸槽5.板的上部邊緣產生波紋狀露銅1.棕化槽槽液藥水比例失調及時分析、及時補充6.板面棕化不均1.棕化槽液混合不均勻2.棕化槽液流動過大3.內層處理去墨不盡1.棕化槽液混合均勻后再做板2.調整棕化槽液的流量3.加大清潔力度7.“月牙露銅”現象因挂架變形與板的銅面接觸發生反應挂架變形的地方不插板P31壓合課流程簡介1.疊板工藝介紹1.1.PP裁切工藝介紹1.1.1作用:將一卷PP按要求裁切成與內層板一樣大小的PP片,用來組合內層板.1.1.2PP裁切的速度控制:108060士10m/min211645士15m/min其它40士10m/min1.1.3刀片的更換刀片的更換頻率75m/次刀片更換頻率直接影響PP裁切的效果,不及時更換,則PP裁切后的邊緣粗糙,PP粉(環氧樹脂)與
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 2342007
2342007
本文标题:PCB压合课制程简介
链接地址:https://www.777doc.com/doc-49511 .html