您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 法兰盘加工工艺规程设计
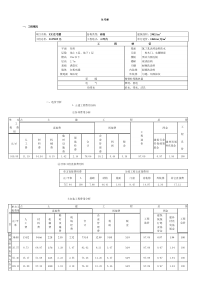
第一部分工艺设计说明书1件图工艺性分析1.1结构功用分析1.2零件技术条件分析1.3零件结构工艺性分析2毛坯选择2.1毛坯类型2.2毛坯余量决定2.3毛坯-零件合图草图3机械加工工艺路线确定3.1加工方法分析确定3.2加工顺序的安排3.3定位基准的选择3.4加工阶段的划分说明3.5主要机械加工工序简图4工序尺寸及其公差确定5设备及其工艺装备确定6切削用量及工时定额第二部分法兰盘机械加工工艺规程1.机械加工工艺过程卡2.机械加工工艺卡2第三部分1.1零件结构功用分析法兰盘是可用于连接其他零件或可用于增加其他零件强度的一种零件。本法兰盘是回转面和平面的结合,内部由阶梯孔和螺纹孔组成,其要求有较高的耐磨性,较高的强度和回转稳定性。1.2零件技术条件分析1)法兰盘本身精度:外圆φ7019.00尺寸公差等级IT11,表面粗糙度Ra为12.5μm,φ1201尺寸公差等级IT14,表面粗糙度Ra为12.5μm,内孔φ60015.0公差等级为IT7,φ30002.0尺寸公差等级IT6,φ60表面粗糙度Ra为6.3μm,φ30表面粗糙度Ra为3.2μm,2)位置精度,右端面相对于基准A的平行度要求为0.02,相对于基准B的垂直度要求为0.04,70k6的圆相对于基准B的同轴度要求为0.04。3)加工此零件时,应尽量统一定位基准,减少装夹次数,这样有利于保证零件的加工精度。1.3零件结构工艺性分析此法兰盘是由回转面和平面组成,由零件图可知,该零件结构较为简单,但零件精度要求高,零件选用材料HT200,该材料用于强度要求不高的一般铸件,不用人工实效,有良好的减振性,铸造性能好。对法兰盘的基本要求是高强度、高韧性、高耐磨性和回转平稳性,因而安排法兰盘加工过程应考虑到这些特点。本次设计的零件图如下:法兰盘32.毛坯选择2.1毛坯类型1、根据零件材料HT200确定毛坯为铸件,3-φ11和3-φ18的内孔不铸出,均在钻床上钻出后加工。2.由于本零件要求生产批量为中批量生产,毛坯铸造方法选用金属型铸造(查机械加工工艺设计资料P4表1.2-1),铸造的毛坯尺寸公差等级为8级(查机械加工工艺设计资料P6表1.2-5),选择错型值为0.7(查机械加工工艺设计资料P6表1.2-4)。2.2毛坯余量确定对于批量生产的铸件加工余量(查机械加工工艺设计资料P7表1.2-7),初步将本零件的加工余量定为5mm,毛坯尺寸偏差由表1.2-2查得为1.8.3.机加工工艺路线确定3.1加工方法分析确定该零件是法兰盘,中批量生产。由于此零件较为简单,但精度要求较高,为保证加工精度和表面粗糙度的要求,应尽量减少装夹次数,统一定位基准,由于该法兰盘是由回转面和平面组成,根据具体需要初步确定的加工方法有车、铣、磨、镗、钻等。3.2加工顺序的安排本着先粗后精、先主后次、基准先行、先面后孔的原则安排加工顺序,逐步提高加工精度,先以左外圆φ7019.00为粗基准粗车φ70029.001.0的外圆、长度方向为20的右端面、长度方向为45的右端面和φ1201的外圆,调头装夹以右φ70029.001.0的外圆、长度方向为20的右端面为基准粗车φ7019.00的外圆、长度方向为45的左端面和长度方向为15的左端面,再以粗车后的左外圆φ7019.00为精基准半精车φ70029.001.0的右外圆、和φ1201的外圆粗镗,半精镗φ3002.00的内孔,以φ70029.001.0的右外圆、长度方向为20的右端面为基准粗镗φ62、φ60、及2x0.5的槽,继续半精镗φ62、φ60、及2x0.5的槽,以φ3002.00的内孔、φ60内孔和长度为45的右端面定位钻3-φ11和3-φ18的孔,然后扩3-φ18的孔,然后磨φ7019.00的左外圆和长度为45和20的左端面,磨φ70029.001.0的右外圆、长度方向为20的右端面4并切出2X0.5的槽然后倒角,以φ70029.001.0的右外圆、长度方向为20的右端面为基准精镗φ60的孔,,以φ7019.00的左外圆为基准精镗φ3002.00的内孔,然后用浮动镗刀块精镗φ3002.00的内孔。3.3定位基准选择先以φ7019.00左外圆为基准加工φ70029.001.0的右外圆、长度方向为20的右端面和φ1201的外圆,再以φ70029.001.0的右外圆、长度方向为20的右端面为基准加工左端部分,再以外圆定位加工内孔,以φ3002.00的内孔、长度为45的右端面定位钻孔、扩孔。3.4加工阶段的划分说明加工阶段分为:粗加工阶段、半精加工阶段、精加工阶段。3.5主要机加工工序简图1、铸铸造、清理2、热处理正火3、粗车φ70029.001.0的右外圆、长度方向为20的右端面、长度为45的右端面、φ1201的外圆54、粗车φ7019.00的左外圆、长度方向为45的左端面和长度方向为20的左端面5、半精车φ70029.001.0的右外圆和φ1201的外圆、粗镗φ3002.00的内孔、半精镗φ3002.00的内孔66、粗镗φ60、φ4x62的内孔、半精镗φ60、φ4x62。7、钻3-φ11的孔、扩3-φ18的孔78、热处理:退火9、去毛刺(在所有侧面去除机械加工所留下的毛刺)10、清洗吹净在乳化液中清洗法兰盘,保证没有铁削、油污和其他赃物,清洗时间不少于3min,清洗的同时通入压缩空气以提高清洗效果,清洗后用压缩空气吹净零件,并用擦布擦净表面。11、检验12、表面淬火13、磨φ7019.00的左外圆和长度为45和20的左端面、磨φ70029.001.0的右外圆、长度方向为20的右端面并切出C2的槽然后倒角815、精镗φ60的孔916、精镗φ3002.00的内孔17、去毛刺吹净18、检验4.工序尺寸及其公差确定φ70029.001.0工艺路线基本尺寸工序余量工序精度工序尺寸铸φ751.8φ751.8粗车φ72.22.80.046φ72.7046.00半精车φ70.41.80.019φ70.9019.00磨削φ700.40.019φ70029.001.010φ8019.00工艺路线基本尺寸工序余量工序精度工序尺寸铸φ751.8φ751.8粗车φ70.44.60.22φ70.422.00磨削φ700.40.19φ7019.00φ1201工艺路线基本尺寸工序余量工序精度工序尺寸铸φ1251.8φ1251.8粗车φ121.53.51φ121.50.10半精车φ1201.521201φ60015.0工艺路线基本尺寸工序余量工序精度工序尺寸铸φ551.8φ551.8粗镗φ5830.19φ58019.0半精镗φ59.51.50.074φ59.50074.0精镗φ600.50.03φ60015.0φ62工艺路线工序余量工序尺寸铸φ57粗镗5φ6211φ30002.0工艺路线基本尺寸工序余量工序精度工序尺寸铸φ251.8φ251.8粗镗φ27.12.10.16φ27.1016.0半精镗φ28.61.50.1φ28.601.0精镗φ29.610.039φ29.60039.0浮动镗刀块精镗φ300.40.02φ30002.020工艺路线工序余量工序尺寸铸25粗车4.520.5]磨削0.52045工艺路线工序余量工序尺寸铸50粗车4.645.4磨削0.445φ11工艺路线工序余量工序尺寸钻11φ11φ185.设备及其工艺装备确定所用的设备有:CA6140、立式铣床、摇臂钻床、清洗机、检验台、外圆工艺路线工序余量工序尺寸钻11φ11扩7φ1812磨床。夹具有:三爪卡盘、虎钳、钻直孔专用夹具、钻斜孔专用夹具、磨床专用夹具。刀具有:90度车刀、车用镗刀、铣刀、φ11、φ18、钻头、砂轮、切断刀。量具有:千分尺、游标卡尺、专用卡规、专用通规、止规。6.切削用量及工时定额确定(1)粗车φ70029.001.0的外圆、长度方向为15的右端面、长度为60的右端面、φ1201时:(T1=T辅T2=T机T3=T工T4=T休)(车刀刀杆尺寸BXH取20X30)切削用量:ap=10.85由表5.3-1得:f=0.9mm/r由表5.3-20查得v=46m/min则n=318x46/57=256.63=257r/mm工时定额:由表3.3-1得:装夹工件时间为0.08min由表3.3-2得:松开卸下工件时间为0.06min,由表3.3-3得:操作机床时间为:(0.02+0.03)X18+0.02+0.02+0.01+0.02=0.97min由表3.3-4得:测量工件时间为:0.1+0.15+0.08+0.1=0.43minT1=0.08+0.06+0.97+0.43=1.54min由表3.3-33得布置工作地、休息和生理时间分别为:T3=56min、T4=15minT基=Ljz/nfap=497.6X5/257X0.9X10.85=1min则T总=T1+T2+T3+T4+T基=73.84min(2)粗车φ7019.00的外圆、长度方向为45的左端面和长度方向为20的左端面:切削用量:(车刀刀杆尺寸BXH取25X25)ap=4.6,由表5.3-1得f=0.8,由表5.3-20查得v=53m/min,则n=318v/d=318x53/85=198.3=198r/min工时定额:由表3.3-1得:装夹工件时间为0.08min由表3.3-2得:松开卸下工件时间为0.06min,由表3.3-3得:操作机床时间为:0.02+0.02X5+0.02+0.03+0.03X3+(0.03+0.02+0.03+0.02)X9=1.16min由表3.3-4得:测量工件时间为:0.1+0.09+0.08=0.27minT1=0.08+0.06+1.16+0.27=1.57min由表5.4-1得机动时间为:T2=(0.04+0.03)X3=0.21min由表3.3-33得布置工作地、休息和生理时间分别为:T3=56min、T4=15minT基=Ljz/nfap=460x5/198x0.8x4.6=3.16min则T总=T1+T2+T基+T3+T4=75.94(3)半精车φ70029.001.0的外圆和φ1201的外圆、粗镗φ3002.00的内13孔、半精镗φ3002.00的内孔:切削用量:(刀尖圆弧半径取0.5)ap=3由表5.3-2得:f=0.15mm/r由表5.3-20得:v=100m/min则n=318v/d=318x100/55=578.2=578r/min工时定额:(同上)T1=1.2minT2=0.3minT3=56minT4=15minT基=135x5/578x0.15x3=2.29minT总1=T1+T2+T3+T4+T基=74.79min粗镗φ3002.00的内孔:切削用量:ap=2.1由表5.3-3得f=0.3mm/r由表5.3-20得v=110m/min则n=318v/d=318x110/31=1129r/min工时定额:(同上)T1=0.8minT2=0.14minT3=60minT4=15minT基=lz/nfap=100x5/1129x0.3x2.1=0.7minT总2=76.64min半精镗φ3002.00的内孔:切削用量:ap=1.5由表5.3-3得f=0.15mm/r由表5.3-20得v=115m/min则n=318v/d=318x115/33=1108r/min工时定额:(同上)T1=0.4minT2=0.07minT3=60minT4=15minT基=lz/nfap=50x5/1108x0.15x1.5=1minT总3=76.47min则T总=227.9min(4)粗镗φ60、φ4x62、、半精镗φ60、φ4x62时:切削用量:ap=7由表5.3-3得f=0.5mm/r由表5.3-20得v=67m/min则n=318v/d=318x67/57=374r/min工时定额:(同上
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 caiyang198
caiyang198
本文标题:法兰盘加工工艺规程设计
链接地址:https://www.777doc.com/doc-5002055 .html