您好,欢迎访问三七文档
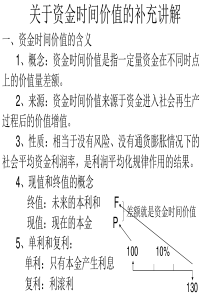
參觀工廠報告南台科大機械工程系自控四乙一.工廠配置圖1.辦公室2.木模室3.地坑模水泥模4.低週波化鐵爐(兩管)5.夫喃樹脂模6.鐵水保溫爐7.鎂線球化機8.離心鑄造9.鐵管熱處理10.水壓試驗11.防鏽處理12.大型加工廠13.粉體塗裝1912121323456781110入口二.各項流程與製程一.辦公室1.產品陳列室2.品管試驗品管沒作好的話,會發生很大的問題,就像公司做不好時就有一個例子,被退貨且要求每一件要以50倍的金額作賠償,且生產線還要因此停擺下來回檢查問題,生產線一停擺又會造成一大筆的損失。A.萬能試驗機抗拉強度T.S伸長率5~20%,伸長率就是看他的延展性,而延展性5%,就稱它為脆性材料,而10%以上就稱為延性材料。而試驗就是要夾住一個如下圖,作把它拉到斷,其抗拉強度算法為S=Fmax/AFmax:最大拉力kgA:截面積(πD^2/4)mm^2抗拉強度單位為kgf/mm^2而作伸長試驗前,要先標上2點記號量其長度L0,拉伸完之後再量測2點間的長度L1其伸長率的算法是L1-L0/100。B.硬度試驗機勃氏硬度HB洛氏硬度工業常用的是洛式硬度可以分RARBRC,勃氏HBRA用在硬材(叫沒韌性)軟材用RBRC需要韌性的30~50硬化鋼材就屬於刀類等等用45-66。其量測是用一個金鋼石,旁邊要吊重物撞擊工件看工件上的孔洞直徑換算或者可以看錶讀數值。勃氏只用一個HB要用來比較軟硬會很方便,但是使用上會比較麻煩,而洛氏RB軟RC是硬的,例如RB100RC?要比較會需要換算,但是使用上會比較簡單,所以工業才會常用洛氏。C.分光分析機成分檢驗又稱偏光儀其作用是燃燒產生,打擊會有光束(兩點)然後在檢測其所含的成分D.金相分析球狀石墨比例,球墨大小(分布均勻度)石墨可以分為片狀以及球狀,而片狀是屬於軟性的且應力集中,如下圖而石墨是球狀且分布均勻的話是屬於強度佳延性也高,球狀石墨應力如下圖石墨球灰口鐵是介於2.5%~5%鋼是介於1.5%~0.2%鋼又可以分成低碳鋼、中碳鋼、高碳鋼,其含碳量分別為,低是0.2%、中0.2%~0.6%、高是0.6%。經球化接種10%國內要求幾乎都是要達到70%的分布有回火鑄鐵跟灰口鑄鐵伸長率0%。二.木模室模面要塗上一層銀漆,可以保持木模尺寸穩定(較不會吸濕或脫水)而現場木模室裡,裡面也有鋁模以及少量的銅模。三.地坑模水泥模A.水泥模:砂+水泥+水,強度高通用於大鑄件使用數次後砂模毀壞而不回收再使用。有一台機器專門製造水泥模,還要用原子柴來烤水氣使水氣消失,還有一個是要請老師傅主要是用來應付一些少量且形狀較為奇怪的工件。B.利板模C.地坑模:砂模太大砂箱無法容納,直接在土地板上挖坑造砂模。石墨片石墨球四.低週波化鐵爐(兩管)用感應的,也可以分高、中、低、要看他的Hz,其直徑15米,深3米,要加入焦炭,用銅管圍繞,而熱可以生電,電也可以產生熱,先用一次電流1087度再用二次渦電流1450度,但是用電來產生熱是較不合的,比較浪費。而鐵水上工作時一滴汗都不能滴下去,因為水會瞬間蒸發體積會馬上膨脹2000倍會破壞鐵水,而要到鐵水時是使用油壓,因為油壓負重比較高。電生熱可以有3種方式1.電阻2.感應3.微波爐五.夫喃樹脂模要加硬化劑,1.消防栓2.小彎管大多都在這裡製成造模,塗模劑是為了要增加耐火度以及表面度,澆柱時砂模會著火焰藍色的,因為含有甲醇,其順序是先用,砂模→再用樹脂→再造模→再加入夫喃塗模劑→燒水氣用180-200度(當澆注時才不會有氣孔),水管要90角度的就要用成90度用砂心(外模跟內膜)。砂可以回收,要看其硬度來判斷。六.鐵水保溫爐如下圖其內容量最大可以達到18噸,是屬於全年保溫,使用電熱來保溫溫度可達到1407度,一台大約要價幾千萬,有另一種是用碳的,但是碳貴就沒有用了。七.鎂線球化機鐵水通入適量的鎂線,可使其凝固時析出球狀石墨,要在鐵水上面灑造渣劑,讓鐵水裡面的氧氣跑出來,此時會產生一片的熔渣,要用夾子夾出來,此動作要反覆作三次。八.離心鑄造(自來水管)圓管鋼模內襯火山黏土(或水泥),離模劑注入鐵水後快速旋轉藉離心力使鐵水均勻附著管壁冷凝或水管,其會產生一圈的鐵水,像風火輪一樣。九.鐵管熱處理900~1000度使速冷之波來鐵分解成肥力鐵和石墨,為了要提高韌性延性鑄鐵管DIP管件可分治水閥以及蝶閥要修水管的時候可以關,平常的時候是開的,用750~850度肥力鐵化,再用退火爐消除殘留內應力,增加延展性,其又可分成立式跟橫式900~950度,消除不好的話會有雪明碳鐵。延性鑄鐵管做好之後除砂,铣鐵主要是加廢鐵,烙化鐵硬又碎,不耐衝。十.水壓試驗鐵管兩端封閉,通入高壓水測試是否漏水,流程是刮毛邊再洗砂(用馬達打)再用車床加工,再來就是水壓試驗了,水壓試驗要維持30秒都不漏水才可以。下表示水壓試驗的對照表75-30030kg/cm^2350-60025kg/cm^2700-100020kg/cm^21100-200015kg/cm^2十一.防鏽處理無漏水管就要送來塗裝,a外塗柏油b內稱水泥漿主要是為了得要具有延性的特性泥漿柏油十二.大型加工廠A立式車床B大夾盤C3米游標卡尺主要用來加工,孔(螺絲孔)其水管上的標示DFK200x9009-31中的DF指的是延性鐵200是直徑90是口徑彎度,而09是製造年份,31則是編號。其口接的方式又可以分成,成口裡面有接槽,以及法蘭(平對平)中間有橡圈。十三.粉體塗裝小型管閥件作防鏽處理,先加熱至230度噴塗環氧樹脂,漆粉瞬間熔化成塗層模(無溶解揮發)再做230度烤漆處理,耐蝕良好。而塗模劑沒有上去的會掉下來可以直接回收。工廠裡面可以看到的是靜電粉體塗裝,高壓靜電使其附著表面,可以讓表面附著力高,可以使其硬度高不易磨損,且摸起來很光滑,塗裝厚度可以達0.3mm流程是先毛胚→切毛邊→洗砂→修補→預熱→靜電塗裝→燒結心得:這間工廠相當的大,聽老師說有學校的一半整整有一萬坪那麼多規模相當的大,裡面可以學到相當多的水管製程知識,像金相以及硬度試驗機等等都是在學校裡面學到的,看到在工廠裡面應用,使我有一種學到的東西可以搬上檯面的感覺,且解說員也相當親切,只可惜工廠有點吵,使我無法完全聽到全部,果然就像老師說的現場真的很吵。而在這間工廠就比較看不到自動化的感覺,可能是在別的地方有,我沒有看到吧。圖片區延性鑄鐵管(流程概要)2.球化、接種處理鐵水經球化設備處理後,達到球化之效果。3.離心鑄造採用水冷式及樹脂砂模離心鑄造法。4.連續熱處理鑄造後,將成型的直管送入熱處理爐,使改變其金相組織。5.試驗及檢查經機械加工後,施以金相檢視、壓扁試驗、靜水壓試驗及尺度檢查。6.內部襯裡檢查後,管內施以內部襯裡。7.外部塗裝管外施以外部塗裝。延性鑄鐵管件(流程概要)3.造模及澆鑄依管件種類進行混砂造模,呋喃樹脂砂造模或水泥造模後再予合模澆注。4.噴洗及機械加工取出鑄件後,實施鑄件噴洗及研磨,再施以機械加工。5.試驗及檢查機械加工後,施以金相檢查、壓扁試驗、靜水壓試驗及尺度外觀檢查。2.球化、接種處理熔融之鐵水,施以三明治法球化、接種處理。6.內外塗裝檢查後,施以塗裝。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 wu007521
wu007521
本文标题:工厂参观报告
链接地址:https://www.777doc.com/doc-507627 .html