您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 行李箱盖校核规范20060725
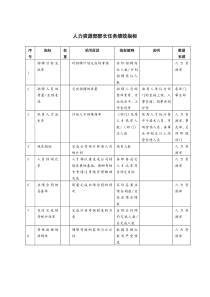
车型文件名称行李盖校核规范编制满足标准国标�欧标、美标�审核系统名称行李盖系统日期批准项目属性�FMEA零件编号、周边配合零件清单�1、法规校核1)外部凸出物�GB11566-19952)汽车号牌板及位置�GB15741-1995目标值�根据目标市场确定标准�如�兼顾国内、欧洲、美国等标准��1)外部突出物外部凸出物法规中对车身外表面突出物作如下要求�2)汽车号牌板及位置对与号牌板直接安装与行李箱盖上的�需要确认是否满足GB15741-1995要求附中、美、欧的牌照尺寸标准�校核过程及分析说明��带图示�1.外部凸出物2.号牌板车身安装面仰角一般不大于15度�安装面最小尺寸不小于530mmX180mm结论�2、人机工程分析。�操作合理性、舒适性等��行李箱盖的开启角度依据人体工程学而定�目的是让使用者在后背门开启使用时更便捷。同时满足要取物方便性即可目标值/经验值�校核过程及分析说明��带图示�用95�人体模型校核前机盖开启角度是否满足人机工程�取物时头部不能与行李箱盖接触结论�3、整体布置/尺寸的校核。�分析零部件布置合理性�主要涉及到车身总布置�1�密封:目的是阻挡雨水、尘沙�减少进入行李舱的机会�保持内部处于整洁的环境状态2�气弹簧的布置�布置时�初步确定了上支点的位置,然后根据开启角度�气弹簧自身的性能、长度来寻找下安装点。最重要的就是L1始终等于L2.目标值/经验值�*1�密封�行李箱密封截面一般如下图示�根据不同的密封条�四周翻边到行李箱盖内部的间隙会有所不同�下面提供了一种作为校核时参考备注�虚线为合理状态校核过程及分析说明��带图示�结论�4、运动校核�运动校核进行干涉检查目标值/经验值�行李盖开启到最大角度顶盖的最小间隙大于5mm;气弹簧与周边间隙最小大于10mm;校核过程及分析说明��带图示、静止状态/极限状态/过程�结论��若存在问题�需提出整改建议。明确提出何处需设计验证�5、间隙、台阶、公差分析间隙平度的尺寸大小主要考虑美观性、工艺性和空气动力学�前机盖校核时主要考虑与其周边零件的配合.目标值/经验值�1)后背门外板与顶盖之间的间隙一般≥6mm,行李箱盖和平度一般为低于顶盖0-2mm2)后背门与后保险杠之间的间隙及平度:由于闭合过程中的冲击左右�防止与后保干涉�此处间隙≥6mm3)行李箱盖外板与尾灯及玻璃与侧围外板的间隙一般为4―5mm,平度方面根据不同的造型会有所不同�如图示�校核过程及分析说明��带图示�结论��若存在问题�需提出整改建议。明确提出何处需设计验证�6、制造工艺可行性1�:行李箱盖内外板涂胶隔震胶�涂胶部位内外板间隙一般为3�4mm;根据选用的隔震胶不同,隔震胶的膨胀系数不同,每个公司的经验值会有所差异),如图�2�包边工艺正常包边为10-12mm�最小9-10mm;有工艺缺口处为5-7mm,如图所示�3�焊接工艺焊接搭边一般要求大于15mm,特殊部位要大于12mm;同时搭接边避开圆角2mm;如图�双层钣搭接时�拐角处RINNER大于ROUTER�如图尽量避免四层及其以上的钣金焊接�同时要进行焊钳的空间检查�为焊接操作方便性�大的内板上面不要直接凸焊螺母、螺栓�焊接顺序能否实现�焊接时如何定位�同时检查明细表中箭头系统与3D数据是否一致�4�冲压工艺主要涉及是否有冲压负角、极小孔的冲压方向是否合理、切边线是否合理5�涂装工艺孔为便于涂装时电泳液的顺利排出�一般在行李箱盖内板下部开2�3个漏液孔如图示�6�其他方面典型断面时候合理�能否满足结构强度要求�能否通过改变结构来减重�核对标准件�参照现有车型标准件库尽量不要开发新的标准件�校核过程及分析说明��带图示�结论��若存在问题�需提出整改建议。明确提出何处需设计验证�7、装配工艺可行性为实现行李箱盖与车身的正确配合铰链安装孔一般比选用螺栓直径大3mm,使其可以调整�同时需要较核螺栓的安装空间。校核过程及分析说明��带图示�结论��若存在问题�需提出整改建议。明确提出何处需设计验证�8、成本控制及材料选择行李箱盖外板材料一般选用B180H1,厚度一般为0.7或0.8mm内板材料一般为DC06�厚度一般为0.7或0.8mm9、刚度/强度CAE分析/NVH分析/系统计算1�行李箱盖刚度、模态分析2�铰链强度分析3�气弹簧安装点车身强度分析10、风险分析�分析潜在的风险�指明何处需要设计验证�11、对相关配合件的影响12、维修可行性备注�
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 liuzd2001
liuzd2001
本文标题:行李箱盖校核规范20060725
链接地址:https://www.777doc.com/doc-5080515 .html