您好,欢迎访问三七文档
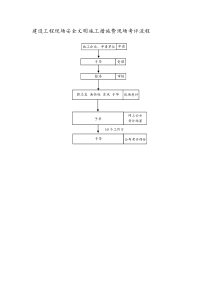
2020/4/281第五章热定形§5-1引言§5-2织物热定形的工艺和设备§5-3热定形机理§5-4热定形工艺条件分析2020/4/282定形:纤维、纱线、织物或其他纺织品经过一定的处理,获得某种需要的形式(尺寸、形态、结构、物理性能),并力求使这些形式有良好稳定性的加工过程。第一节引言2020/4/283热定形:利用合成纤维的热塑性,将织物保持一定的尺寸和形态,加热至所需温度,使纤维分子链运动加剧,纤维中应力降低,结晶度和晶区有所增大,非晶区趋向集中,纤维结构进一步完整,使纤维及其织物的尺寸热稳定性获得提高2020/4/284定形分类:•暂时定形:如织物日常使用中,受外在因素临时定型如褶皱等现象,经湿、热、机械力作用下,很容易恢复到初始状态,称暂时定形。•耐久定形(永久形变):令纤维或织物结构发生变化,不能恢复到初始状态。2020/4/285纤维热定形:紧张热定形:长度和取向度增加,高强低伸型涤纶短纤。松弛热定形:长度缩短,断裂强度不变或下降,普通型涤纶短纤织物热定形2020/4/286热定形目的:•消除织物上已有的皱痕、提高织物的尺寸热稳定性(高温条件下的不收缩性)和不易产生难以去除的折痕。•此外热定形还能使织物强力、手感、起毛起球和表面平整等性能获得一定程度改善或改变,对染色性能也有一定影响。2020/4/287第二节热定形工艺与设备一、热定形工艺•干热定形•湿热定形2020/4/2881、干热定形:由于水对涤纶的膨化作用小,因此涤纶织物常采用干热定形。加热方式:•热风对流加热:主要•热滚筒加热:对外观和手感会产生不良影响,现已较少使用。•红外线辐射加热:效率不稳定2020/4/289干热定形工艺合成纤维:190-230℃,30-45s涤/棉:180-210℃,20-30s含氨纶织物:150-185℃,30s涤/毛织物:先蒸呢,再干热定形2020/4/28102、湿热定形•热水浴定形•汽蒸定形2020/4/2811热水浴定形•100℃沸水中处理,定形效果差。仍有较大的热收缩。•125-135℃高温高压下处理20-30min,定形效果较好。(高压釜)2020/4/2812汽蒸定形:效果好•高压饱和蒸汽定形(110-135℃高压饱和蒸汽处理织物)。•常压过热蒸汽定形(190℃过热蒸汽)含锦纶织物多采用湿热定形,125-135℃,20-30min2020/4/2813•汽蒸定形比干热定形手感丰满,定形效果好。•但湿热定形是间隙式生产,生产效率比干热定形低。2020/4/2814二、干热定形设备•针铗链热定形机•布针两用铗链热定形机•红外线辐射式热定形机•远红外定向辐射器2020/4/2815针铗链热定形机组成:进布架→[自动整纬装置]→超喂装置→针铗链伸幅→加热室(烘房)→冷却落布自动布边涂胶装置(用于针织物)2020/4/28162020/4/28172020/4/28181.加热室(烘房)由4~8个加热室,是热定形关键部位。每节加热室内有上下两排喷风管道由风机吹出的热风从上下两排喷风管道的喷风口喷出,对织物进行加热处理。要求加热室内温度均匀一致(<5℃)(2℃、1℃)。2020/4/28192.针铗链和超喂装置超喂:即织物进入的线速度稍大于针铗链的线速度,使经向保持一定松弛状态进布。超喂作用:使经向张力小一些,便于纬向扩幅(经向张力太大,纬向不能扩幅)。2020/4/2820在针铗链运行过程中,有部分运程是在加热室外,因此针板温度往往比烘房温度低50℃。所以,织物的布边部分与中间部分往往产生热定形温度不一致。2020/4/28213、加热方式:直接加热:热空气间接加热:•道生油作为载热体将空气加热—油锅炉•电加热(电老虎)•蒸汽加热(100℃以下)2020/4/28224、冷却方式:•吹冷风•使织物通过冷却辊要求落布温度在50℃以下若在无张力高温条件下,在布箱中形成折叠印,很难去除;还会发生收缩.2020/4/2823三、热定形工序安排热定形工序的安排一般随织物品种、结构、染色方法和工厂条件等不同而不同,大致有四种安排。•坯布定形•碱减量前定形•染色或印花前定形•染色或印花后定形2020/4/2824预定形一般合成纤维及其混纺和交织织物需要经过两至三次热定形,即坯布定形、碱减量前定形或染色和印花前定形一次或两次,属于前处理的范畴,常称为预定形。•在染色或印花以后再进行一次拉幅热定形,这样对保证染色、印花质量和成品的尺寸稳定性,以及平整的外观都有好处。2020/4/28251)坯布定形•针对坯布“裙皱”疵病而制定,坯布定形使织物从开始加工时就处于比较稳定状态,故在以后的加工过程中不易变形和起皱,即使产生皱也容易消除。•如含氨纶织物,练漂前需经坯布定形,否则会产生皱痕。•坯布定形会使织物上的浆料、油污等杂质被固着而难以去除,必须加强练漂工艺。•T/C先定形后绳状加工,但对织物上PVA浆料去除造成困难,故必须加强退浆工艺。另外一些纺丝油剂经高温挥发后,污染设备,并带来废气问题。§5-2织物热定形的工艺和设备2020/4/28262)半制品定形(碱减量前定形和染色或印花前热定形)经编织物、涤纶仿真丝织物、长丝机织物和涤/棉织物等特点:去除练漂前道工序所造成的折皱印痕,以利匀染,但要求定形温度均匀,针板处温度低,影响布边染色性,结果造成深边或浅边的染斑。2020/4/2827⑴涤/棉织物先丝光后定形•染色印花前练漂半制品的皱条可在染前定形后基本清除,有利于减少染色印花皱条疵病。•前处理设备易出皱条,工厂采用此顺序。缺点:匀染性差、染色后十分明显,织物质量不如先定形后丝光。(定形机针板不平)2020/4/2828⑵涤/棉织物先定形后丝光•与先丝光后定形比,实物质量水平高,染色印花匀染性好,染色深度高8%,染色透芯度相对高.•织物的经纬向缩水率低。这是由于织物减少了热收缩后,直接染色印花的结果。•本流程对练漂前处理的设备平整度要求比较高,加工织物要无严重皱条,特别对丝光机的平整无皱有特殊要求。§5-2织物热定形的工艺和设备2020/4/2829碱减量处理的涤纶仿真丝织物,有采用三次热定形的工艺,即在精练(预缩)后和碱减量处理前先热定形(预定形)一次,碱减量后和染色或印花前再热定形(预定形)一次;然后在染色或印花后再经过一次拉幅热定形。2020/4/28303)染色或印花后热定形——染后定形要求前各工序尽量少产生皱痕,否则,经高温染色后,这些皱痕变得更难消除。染后定形对染料升华牢度要求较高染前未定形,在染色时,织物的幅宽会发生较大的收缩。由于定形后不再进行湿热处理,可使成品保持良好的尺寸稳定性和平整的外观。涤纶、涤/毛织物一般采用染后定形2020/4/2831第三节热定形机理一、热定形的三步基本过程第一步是大分子链段间的作用力(包括键)迅速被减弱或拆散,内应力发生松弛;第二步是大分子在新的位置上迅速重建新的分子间键和再结晶;第三步是将大分子的新键以及新位置固定下来。2020/4/2832二、热定形过程三个阶段1)第一阶段“松弛”阶段•用加热或增塑(增塑剂如水和蒸汽)的方法,使纤维达到高于玻璃化温度(Tg)以上,使存在于分子间的作用力减弱。•“松弛”阶段分子间结合能的降低只发生在无定形区,而较牢固的超分子结构(结晶区)则并不被减弱或拆散。§5-3热定形机理2020/4/28332)第二阶段定形阶段是热定形过程的主要阶段。大分子中的某些活性基团与其他大分子中同样的基团相遇,靠近到原子间相互作用的距离,就形成新键。高聚物中会发生进一步的结晶,使非晶区减少,结晶度和结晶完整性有所提高。•第二阶段的速度取决于大分子链节或链段的活动性,即取决于热定形温度。2020/4/28343)第三阶段固定阶段•使纤维冷却至玻璃化温度(Tg)以下或除去增塑剂(干燥),此时在第二阶段所产生的新键以及大分子的新位置得到固定。•可在几秒内完成,此过程取决于冷却或除去增塑剂的扩散速度。2020/4/2835三、热定形机理分类•涤纶、锦纶•腈纶2020/4/2836(一)聚酯纤维和聚酰胺纤维的热定形机理•纤维中存在着内应力,纤维位于较高的能级而处于不稳定状态。•内应力松弛:在热定形过程中,织物被加热到高于Tg以上(170~230℃之间)时,由于分子链段的热运动加剧,内应力获得松弛,纤维处于能量最低状态.•有用物理学的“能量最低原理”可以描述涤纶等合成纤维的热定形原理。2020/4/2837•进一步结晶:使得涤纶的结晶度和结晶的完整度提高。结晶化过程使得涤纶内的能量大大降低,整个体系处于新的能量低状态。此时迅速冷却,受热后发生变化的纤维微结构便被固定下来。2020/4/2838纤维微结构的变化1.结晶度提高涤、锦纶的结晶度随热定形温度升高而提高,结果使纤维的热定形稳定性得到提高。2020/4/28392.晶粒尺寸增大、晶区完整性改善热定形时,涤纶中微晶尺寸都随定形温度提高而增大,微晶尺寸增大,使纤维中晶区缺陷减少,晶区完整性得到改善,因而纤维的尺寸热稳定性获得提高。2020/4/2840经过T1定形后的纤维,若再经过更高温度如T2、T3的热处理,则可在新的状态下,获得更高的尺寸热稳定性。2020/4/28412020/4/2842涤纶的有效温度经过热定形处理后的涤纶,在差热分析曲线上会出现一个特征峰,德国的学者们将此峰的峰顶温度命名为有效温度,Teff。•Teff是热定形过程中新生成的结晶的熔点,结晶的完整性越高,相应的Teff就越高。•可评定热定形的综合效果2020/4/2843Teff〈熔点256℃2020/4/2844(二)聚丙烯腈纤维的热定形机理•热定形时使腈纶非晶区的大分子因热运动加剧而重排,原来可能存在于这些大分子中的内应力得到松弛。•结晶度无明显变化,非晶区大分子重排,取向度下降,分子间交联点加固,晶区完整性提高,从而提高纤维的热稳定性。没有明显的结晶区和无定形区结构蕴晶结构(次序态和高序态、蕴晶区和非晶区)2020/4/2845第四节热定形工艺条件分析主要是温度、时间、张力和溶胀剂2020/4/2846一、温度温度是影响热定形质量最主要的因素。直接影响尺寸稳定性、抗皱性能、染色性能。1、热定形温度对织物尺寸热稳定性的影响定形温度应高于后续加工最高温度30-40℃,才能获得良好的尺寸稳定性。2020/4/28472020/4/2848定形温度越高(120~220℃),织物在指定温度下(120~220℃)的收缩率越低。2020/4/28492、热定形温度对织物防皱性能的影响•经过定形的织物,随着定形温度的提高,皱痕变得少而轻,并且经过熨烫后容易消除。•热定形后织物变得比较粗糙或硬挺,影响织物的手感和悬垂性。•织物硬挺度的提高和干防皱性的下降,只是一种暂时的现象(湿热处理或水洗便可改善)•定形后织物湿防皱性能提高。2020/4/28503、热定形温度对织物的吸湿和染色性能的影响所以吸湿和染色性能主要取决于纤维的结晶度、晶粒尺寸和微孔结构等。对不同类型的纤维,热定形温度对吸附性能的影响也不相同。2020/4/28512020/4/2852涤纶:从图中可以看出,随定形温度的升高,织物对染料的吸收不断降低,当定形温度为175℃左右时,对染料的吸收降到最低值,超过175℃后重新又上升,甚至超过未定形的织物。2020/4/2853解释:在较低的温度热处理(低于175℃)时,随着处理温度升高,涤纶的结晶度增大,但晶粒尺寸增加不多,而是晶粒数目增加,无定形区比率减少,因而使分散染料的上染百分率减少。高温热处理(高于175℃)时,纤维中结晶尺寸突然增大,因此在晶区之间形成较多的裂缝,从而有利于染料分子的扩散。2020/4/2854涤纶(轧染)多数染料随定形温度的提高,其上染百分率降低。180-210℃解释:热定形T上升,结晶度上升,结晶折叠程度高,染料分子难以向纤维内部扩散,上染率降低。2020/4/2855锦纶热定形温度对锦纶66染色性能的影响与涤纶(浸染)的类似。当热定形温度较低时,随定形温度的升高,染色饱和值降低,在达
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 beme
beme
本文标题:第五章-热定型
链接地址:https://www.777doc.com/doc-5107736 .html