您好,欢迎访问三七文档
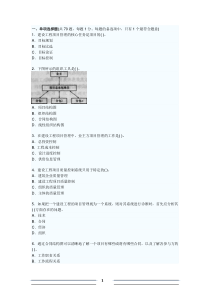
机床的动态误差测试李凯旋一、机床的误差一台性能优异的数控机床在追求加工精度的前提下还要保证低振动,低噪声。而机床工作过程中产生的振动又会影响其加工精度。可以从这两个角度来提升机床的性能。1)通过降低误差来提高机床的加工精度。2)减小机床工作中的振动(机械振动与噪声是相伴而生的)从机床本身结构的布置等方面考虑。下面分析机床的误差来源。具体归纳有以下几点:1)机床系统的空间误差,包括:①由于结构几何误差、热误差和承载变形误差引起刀具与工件作用点上的相对位置偏差;②由于伺服系统的跟踪误差、进给传动机构误差和位置检测误差等引起的位移误差。2)刀具系统的位置误差,主要由换刀、刀具的尺寸调整误差、受力变形、热身长和磨损等因素引起的。3)工件和夹具系统的位置误差,主要由装夹弹性变形、切削热和工件材质不匀等随机误差引起的误差。4)检测系统的测试误差,主要指加工过程中实时检测,或工序间在机检测的测试误差。5)外界干扰误差,主要指环境条件的扰动和运行工况的波动所引起的随机误差。一、机床的误差机床的误差分为两类1.准静态误差。2.动态误差。[1]准静态误差是指刀具与工件的相对位置随时间缓慢变化并且直接与机床自身的结构形态相关的误差。[2]准静态误差包括:1)机床结构部件的制造与装配缺陷引起的几何误差,这类误差会受到平面度、表面粗糙度和轴承与载荷等因素的影响;2)机床热变形引起的误差,可将其定义为随时间变化的几何误差;3)联动误差,指在机床进行多轴联动工作时多个运动轴为了与精确地函数条件相一致的相对运动误差。动态误差主要是由刀具受力变形、机床结构振动、工件受力变形和控制器的跟踪误差等引起的误差。动态误差可通过模态分析研究进行研究。影响机床动态性能主要是机床的动刚度,这是评价一个机床优劣的重要因素。[1]R.J.Hocken.Technologyofmachinetools:MachineToolAccuracy.1980.5:1~85[2]V.S.B.Kiridena,P.M.Ferreira.Parameterestimationandmodelverificationoffirstorderquasistaticerrormodelforthree-axismachiningcenters.InternationalJournalofMachineToolsandManufacture一、机床的误差%15%5.7%5.6%5.7%5.13%28%22检测误差操作误差工件热误差夹具误差刀具误差加工过程误差热误差几何误差机床误差根据美国E.K.Kline等的研究成果,误差权重比已经在下侧标定。(1998年数据)一般来说加工误差的70%是由准静态误差造成的[3][3]P.M.Ferreira,C.R.Liu.Amethodforestimatingandcompensatingquasistaticerrorsofmachinetools.JournalofEngineeringforIndustry(TransactionsoftheASME),1993,115(1):149~159要找到机床的误差需要通过相关的检测设备并测试相关参数来评定。比如机床的几何误差可通过激光干涉仪来进行测量。关于机床各项误差的评定方法并不全面,而机床结构的动态误差在当前的技术条件下无法对其进行直接测量。因此机床的动态误差测试分析可作为研究方向二、机床动态误差的测试方法机床的动态特性的主要指标包括固有频率、阻尼比、振型等,是指机床运转之后振动、噪声、热变形与磨损等性能的总称。由于机床结构是多自由度系统,必然存在多个具有特定固有频率、阻尼比和振型的模态。实验模态分析是一种在频域内研究结构动态特性的方法通过激振实验对采集的振动数据进行处理识别,从而得到机械系统的模态参数,其特点是理论分析与测试实验密切结合。实验模态分析的基本步骤:频响函数测量模态参数估计测量系统建立悬挂、支撑形式激励方式选择激励位置确定响应位置确定混叠现象低通滤波泄漏窗函数谱相关函数误差估计模态参数初步识别迭代优化计算模态矢量识别模态矢量归一化模态质量刚度确定动画显示三、实验模态分析介绍实验模态分析原理图加速度计力锤电荷放大器力信号加速度信号低通滤波A/D转换FFT变换频率响应函数模态参数三、实验模态分析介绍悬挂或支撑点应该选择处于或接近尽可能多的模态的节点上悬挂支撑注意事项及原则悬挂绳或支承装置要足够软,保证刚体共振频率低于第一阶弹性共振频率(通常要求小于10%)三、实验模态分析介绍1力锤优点:设置简单,不会影响试件动态特性;缺点:能量集中在短时间内,容易引起过载和非线性问题,数据一致性不易保证;2激振器优点:可以采用多种多样的激励信号,数据一致性好;缺点:设置麻烦,并且存在附加质量影响问题(比如轻型试件);激励方法及激励点选取原则传统模态分析主要是使用力锤,激振器或者激振台产生脉冲冲击或者正弦波激励的实验模态分析。这些主要应用在中小型机械的结构设计和优化改进上。[3][3]郭维,刘斌,冯涛等.冰箱压缩机机壳实验模态分析.噪声与振动控制,2010,367-70激励方法三、实验模态分析介绍激励点选取的方法及选取原则数控机床模态实验中激励点的选择直接关系到结构建模的精度,响应观测点布置对合成传递函数,识别模态参数有着及其重要的作用。[4]数控机床模态实验的激励点选取主要靠的是工程经验,需要进行多次反复尝试才可以确定出相对较好的激励点。理想的位置是刚度较大而又能激出所有模态的地方根据Maxwell互异性原理得到激励点优化主要方法有驱动点留数法(DrivingPointResidue,DPR)、有效独立法(effectiveindependence,EfI)、有效独立-驱动点数法(effectiveindependencedriving-pointresidueEfI-DPR)、QR分解法和模态指示函数法(Modeindicatorfunction,MIF)等[5]。[4]白向贺.数控机床模态实验的激励点选择和响应测点布置优化[硕士学位论文]华中科技大学2012[5]SchedlinskiC.,LinkM.Anapproachtooptimalpick-upandexciterplacement.PSocPhoto-OptIns,1996,2768:376-382.避免激励点选择在模态振型的节点上避开结构的薄弱部分,以防造成结构损坏激励点的选择要尽量减小激励之间的相互影响考虑激励的方便性激励点选取原则三、实验模态分析介绍激励数目多通道输入更好的把输入能量分配到整个试件上(对大型试件尤为重要),并最大限度的减少因激励点刚好选在某阶模态节点上而漏掉该阶模态激励方向激振方向要与最关注的振动方向相一致。确信各个方向的模态都能激励出来,激励方向应该涵盖各个方向;激励数目及方向的选择标准三、实验模态分析介绍响应测点的布置常见的响应测点优化的方法有模态动能法,有效独立法,特征向量乘积法,有效独立-驱动点留数法,QR分解法[6][6]ImamovicN.Modelvalidationoflargefiniteelementmodelusingtestdata.PhDthesis,ImperialCollege,London,UK,1998.]响应数目取决于所选频率范围、期望的模态数、试件上关心的区域、可用的传感器数量和时间响应位置响应点尽量选择处于或接近尽可能多的重要模态的腹部,避免漏点重要的模态信息响应分布感兴趣区域应该多布置响应点,同时响应点应该在试件上某种程度的均匀分布,可以减少漏掉模态的机会,并能得到像样的结构线框动画响应测点布置原则四、机床动态误差的测试手段测试一般选用压电加速度传感器,选用三维加速度传感器更有利于测试机床的空间振动。在安装振动传感器时,应按照实验分析频率范围来选用固定方式,例如可以蜡粘、胶粘、螺栓连接等基于LMSTest.Lab的顶棚模态试验分析四、机床动态误差的测试手段通过LMSTest.Lab软件来对机床进行振动测试,运用Impact锤激发模态测试与分析。测试时通常用加速度传感器测响应,用力传感器测出激振力。LMSTest.Lab软件的测试范例五、自己的后续任务将实验模态分析理论搞清楚,模态试验的基本流程了解,掌握。把LMSTest.Lab软件学明白,多做实验。机械振动的相关知识搞清楚。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![管理表格16档案借阅登记表[1]](/doc-1066192.png)
 ljcvivi
ljcvivi
本文标题:机床的动态误差测试
链接地址:https://www.777doc.com/doc-5127905 .html