您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 集降管焊接及热处理作业指导书
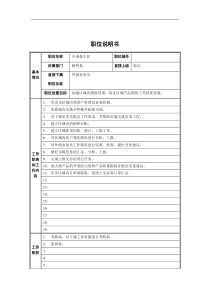
湖南省火电建设公司作业指导书编制单位太钢自备电厂工程项目部工程名称太钢自备电厂2×300MW机组工程单位工程锅炉本体安装项目编码Q/501―103.04.10-2008版次名称:集降管焊接及热处理作业指导书编写日期审核日期会签工程部日期质管部日期安保部日期批准日期作业指导书控制页:配置发放签收表配置配置岗位电子版纸质版签收项目总工√项目工程部√项目质保部√项目安监部√项目专工√项目主管工程师/班长√*班组工程师√施工组长√*注:班组工程师负责每项目上交一本已执行完成的、并经过完善有完整签名的作业指导书。作业指导书(技术措施)级别重要签名一般√技术交底记录检查项目总工程师专责工程师重大方案执行情况项目总工程师项目生产经理重要工序过程监控表序号重要工序名称执行情况质检工程师签名1对口质量检查2焊接及热处理工艺参数过程记录3焊接质量验收作业指导书(技术措施)修改意见征集表建议人日期修改建议:回收签名(日期):目录1编制依据及引用标准........................................................................................................12项目概况及施工范围.........................................................................................................12.1项目概况......................................................................................................................12.2施工范围......................................................................................................................23施工作业人员配备与人员资格........................................................................................24施工作业所需机械装备及工器具量具、安全防护用品配备........................................25施工条件及施工前准备....................................................................................................26作业程序及方法及要求....................................................................................................46.1焊接热处理施工作业流程图......................................................................................46.2焊接及热处理工艺......................................................................................................47质量控制及质量验收........................................................................................................88安全、文明施工及环境管理要求和措施......................................................................11表8-1职业健康安全风险控制计划表(RCP)............................................................14表8-2环境因素及控制措施...........................................................................................169附图及附表......................................................................................................................1711编制依据及引用标准1.1《火力发电厂焊接技术规程》DL/T869-20041.2《火电施工质量检验及评定标准》(焊接篇1996版)1.3《火力发电厂焊接热处理技术规程》DL/T819-20021.4东方锅炉厂家图纸1.5《湖南火电建设公司焊接工艺评定报告》编号015-2、015-51.6太钢自备电厂2×300MW机组工程《施工组织总设计》1.7《电力建设安全工作规程》(火力发电厂部分)DL5009.1-20021.8《工程建设标准强制性条文》(电力工程部分2006版)1.9《公司质量、环境、职业健康安全管理手册与体系程序》1.10《公司评价的重大危险因素、环境因素及管理方案和控制程序》1.11《工程质量验评范围》(焊接部分)2项目概况及施工范围2.1项目概况太钢自备电厂2×300MW改造工程锅炉是由东方锅炉厂设计制造,锅炉为DG-1080/17.4-Ⅱ4型亚临界参数、四角切圆燃烧方式、自然循环汽包锅炉。单炉膛半露天布置,一次中间再热、挡板调温、平衡通风、全钢构架、全悬吊、锅炉紧身封闭结构、燃煤、固态排渣,尾部带SCR选择性催化还原脱硝装置。锅炉的主要参数如下:机组额定功率MW300额定蒸发量t/h958.3最大连续蒸发量t/h1080过热蒸汽出口压力(BMCR)Mpa17.40过热蒸汽出口温度℃540再热蒸汽流量(BMCR)t/h877.6再热蒸汽进/出口压力(BMCR)MPa3.97/3.79再热蒸汽进/出口温度(BMCR)℃333/540给水温度(BMCR)℃274本作业指导书适用于1#机组锅炉的集中降水管道对接焊口。22.2施工范围具体部件的焊口材质、规格、分布、数量见下表:序号部件名称母材焊接材料焊接方法坡口形式焊口数量规格材质焊丝焊条1集中降水管Φ508×55SA-106CTIG-J50J507Ws/DU30合计303施工作业人员配备与人员资格人员配备人数人员资格要求焊工2人/作业点焊工(高级工)应按《焊工技术考核规程》DL/T679-1999进行考试,并取得相应的合格证。热处理工2人/作业点热处理操作工应经专门培训考核合格并取得资格证书,热处理作业组长(高级工)实际工作在三年以上。管道钳工2人/作业点钳工(高级工1名)具有良好的管道坡口加工,打磨及对口技术。过程监控员1人由班组质检员担任。4施工作业所需机械装备及工器具量具、安全防护用品配备名称配备数量型号电焊机2台/作业点ZX7-400IGBT直流逆变焊机热处理机1台/作业点(可共用)电加热设备(DWK-360)氩气流量调节器2只/作业点AT-15型氩气流量调节器1只/作业点AT-30型热处理测温设备1台/作业点直流电位差计UJ37或J37焊工常用工器具各1件/人焊把、焊枪、榔头、錾子、钢丝刷、手电筒、锋钢锯条、保温筒等热处理工器具按需配备/作业点对讲机、万用表、电烙铁30W、相序表等安全防护用品各1件/人安全帽、安全带、专用工作服、绝缘鞋、专用手套、防护眼镜、警示牌等5施工条件及施工前准备5.1坡口制作及对口要求35.1.1坡口的制备以机械加工方法进行,不得使用火焰切割切制坡口。按照下图所标注的尺寸要求进行坡口制作和对口工作。1-2b=3-4R=58°-12°P=1-25.1.2偏斜度:对接管口端面应与管子中心线垂直,偏斜度△f不超过2mm。5.1.3错口值:管子对口内壁应平齐,如有错口,其值不应超过壁厚的10%且≯1mm。5.1.4其它要求:除设计的冷紧口外,避免强力对口,焊接组装时应将待焊工件垫置牢固,高空对口时应将葫芦拉紧,保证各个方向的限位。在焊接、热处理过程中应避免任何附加外力作用在焊口上,比如组合架上的其他吊装作业,或松动葫芦等行为。必需有可靠的对口保证措施。5.2坡口表面要求将坡口表面及附近母材内、外壁的油、漆、垢、锈等清理干净,直至发出金属光泽,清理范围:每侧各为15~20mm。5.3防风挡雨根据天气情况提前搭设好可靠的防风挡雨设施,并制作一定数量的棚架,做为焊接施工中的备用件,尤其是氩弧焊,必须保证没有风及雨水的影响。允许焊接的最低环境温度为:A-Ⅰ类为-10℃。5.4焊接工机具检查包括氩弧焊枪(瓷套咀的同心度、导电咀及钨极夹头的完好性,焊枪的气密性等)的完好,氩气皮管有无破损漏气,氩气表的气密性;电焊机电流电压的稳定性,可调节性和遥控器的完好性等。(要求电焊机具有电流、电压数字显示表且能正确显示焊接电流、电压值)。5.5焊材准备焊丝使用前,应采用砂纸清除表面的锈、油污、氧化膜,并露出金属光泽,焊条使用前,应按照使用说明书在300~350℃温度下烘培2小时,使用时应装入专用保温4箱筒内,随用随取。5.6氩气要求焊接用的氩气质量应符合GB/T4872的规定,并应有出厂合格证,且氩气纯度不低于99.95%,在焊接过程中当瓶余压为0.5MPa时应停止使用。5.7热处理作业前准备:5.7.1焊接热处理作业时应穿戴必要的劳动防护用品,防止烫伤、触电。5.7.2焊接热处理所使用的计量器具必须经过校验,并在有效期内使用。维修后的计量器具,必须重新校验。5.7.3准备好输出皮线、补尝导线、加热装置,并检查确保其完好。5.7.4准备好玻璃丝带和泡沫石棉等各类必要的消耗材料。5.7.5熟悉热处理工艺,并核对所要热处理的管道焊口编号、规格及材质。5.7.6进行热处理时管内不得有穿堂风、积水或蒸汽。5.7.7露天作业时应采取防风、防雨、防雪措施。5.7.8焊口两侧的管段应垫实,支撑牢固,防止高温下焊口变形。6作业程序及方法及要求6.1焊接热处理施工作业流程图打磨补焊NO焊接材料工器具合格检防雨设施对口防风设施坡口制作不预热焊前预热OK正式焊接点焊检OKNO无损探伤检挖补返修自检NOOK不热处理热处理6.2焊接及热处理工艺6.2.1焊接工艺6.2.1.1焊接方法采用TIG+SMAW两人对称焊6.2.1.2焊接材料母材焊丝焊条SA-106CTIG-J50φ2.5J507φ3.2φ4.056.2.1.3焊接参数1、吊焊(5G)位置焊层道号焊接方法焊材规格电流极性焊接电流(A)焊接电压(V)1层TIGφ2.5直流正接100-1209-102层SMAWφ3.2直流反接100-11020-303层SMAWφ3.2直流反接120-13020-304层SMAWφ4.0直流反接140-15020-305层SMAWφ4.0直流反接160-17020-30其它各层SMAWφ4.0直流反接170-18020-30盖面层SMAWφ4.0直流反接160-17020-302、横焊(2G)位置焊层道号焊接方法焊材规格电流极性焊接电流(A)焊接电压(V)1层TIGφ2.5直流正接110-1209-102层1-2道SMAWφ3.2直流反接120-14020-303层1-3道SMAWφ3.2直流反接130-14020-304层1-2道SMAWφ4.0直流反接160-18020-305层1-3道SMAWφ4.0直流反接160-18020-30其它层道SMAWφ4.0直流反接160-18020-30盖面层道SMAWφ4.0直流反接140-16020-303、氩气流量:L=9-10升/分钟氩气纯度:≥99.95%4、焊接操
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 小睡猫
小睡猫
本文标题:集降管焊接及热处理作业指导书
链接地址:https://www.777doc.com/doc-5140765 .html