您好,欢迎访问三七文档
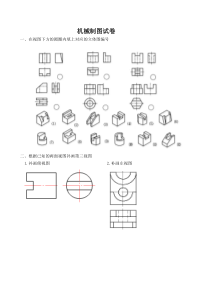
特种塑性成形目录一、体积成形二、轧制与旋压加工成形三、板材成形一、体积成形•超塑性成形•粉末锻造超塑性成形超塑性超塑性是指在特定的条件下,即在低的应变速率(ε=10-2~10-4s-1),一定的变形温度(约为热力学熔化温度的一半)和稳定而细小的晶粒度(0.5~5μm)的条件下,某些金属或合金呈现低强度和大伸长率的一种特性。特点大变形、低应力、无颈缩、易成型优势•可成形复杂零件•成型设备吨位小•模具寿命长•制件精度高•力学性能好•材料利用率高缺点:效率低、工艺较复杂粉末锻造定义粉末锻造通常是指将粉末烧结的预成形坯经加热后,在闭式模中锻造成零件的成形工艺方法。特点它是将传统粉末冶金和精密锻造结合起来的一种新工艺,并兼两者的优点。工艺流程配料及混料压预成型坯烧结锻造后续处理加工工艺优点•材料利用率高,无飞边、无余量•成形性能高,容易获得性状复杂的锻件•锻件精度高,无氧化皮•锻件力学性能好,但塑韧性差•模具寿命高•生产率高,锻件成本低,容易实现自动化•原料可调二、轧制与旋压加工成形•轧制•辊锻•摆动碾压轧制•轧制金属材料在旋转轧辊的压力作用下,产生连续局部塑性变形,获得要求截面形状和性能的零件或毛坯的成型方法。主要产品:型材、板材、管材分类•纵轧:毛坯轴线与轧辊轴线互相垂直,两轧辊旋转方向相反,毛坯产生轴向延伸和展宽变形。•橫轧:坯轴线与轧辊轴线互相平行,两轧辊旋转方向相相同,毛坯作旋转运动。•斜轧:坯轴线与轧辊轴线成一定角度,毛坯作螺旋运动。辊锻•定义:材料在一对反向旋转模具的作用下产生塑性变形得到所需锻件或锻坯的塑性成形工艺,它是成形轧制(纵轧)的一种特殊形式。•与轧制的区别:轧制整个圆周都是工作部分,孔型直接刻在轧辊上;而辊锻只有扇形模是工作部分,大部分时间不接触毛坯,扇形安装在锻辊上。•分类制坯辊锻:为模锻准备所需形状尺寸的毛坯(模锻不适合进行拔长、辊挤等制坯工步,可用辊锻制坯,提高机械效率)成形辊锻:直接制出符合形状尺寸要求的锻件•优点:①生产效率高、局部变形设备吨位小;②静压下成形,无冲击、振动小、易实现机械化和自动化;③设备简单、厂房要求低;④模具寿命长、材料要求低;⑤节省金属材料•缺点:只用于长轴类锻件,对于截面复杂的锻件尺寸精度低摆动辗压定义:是利用一个带圆锥形的上模对毛坯局部加压,并绕中心连续滚动的加工方法。原理:如图所示。带锥形的上模1的中心线OZ与机器主轴中心线OM相交成角γ(1°-3°),称为摆角。当主轴旋转时,OZ绕OM旋转,使上模产生摆动。同时,滑块3在油缸4作用下上升,对坯料2施压。这样,上模1就在毛坯2上连续不断地滚动,上模每旋转一周,坯料将产生一个压下量,最后达到整体成形的目的。•特点:由多次小变形均匀累积而成•优点:1)省力2)产品质量高,节省材料,可实现少无切削加工3)适合加工薄而形状复杂的饼盘类锻件4)劳动环境好,劳动强度低5)设备投资少,制造周期短,见效快,占地面积小,基建费用低•不足:摆碾机结构复杂、刚度要求高、毛坯要求严格、磨具寿命低分类•冷辗:锻件精度高、表面光洁、力学性能好、一般不需要机加工;但变形力大、每次变形小。•热辗:变形抗力小、塑性好、无硬化和残余应力;但锻件精度低、模具寿命短、成品还需要机加工,同时加工温度范围窄。•温辗:无收缩和氧化皮、模具磨损少、工艺力比冷辗小,精度接近冷辗。三、板材成形•液压成形•高能率成形•多点成形液压成形定义液压成形是指利用液体作为传力介质或模具使工件成形的一种塑性加工技术,也称为液力成形。分类(按坯料)1)管材液压成形:液体介质作为一种软凸模2)板料液压成形:液体刚性凸模或凹模传递载和3)壳体液压成形:无模具管材液压成形板料液压成形壳体液压成形特点•只要凹模或凸模,省去一半模具费用和加工时间•液体作为凸模可以成形很多刚性模具无法成形的复杂零件•壳体液压成形无需模具,又称为无模液压成形•液体作为传力介质具有实时可控性,大大提高工艺柔性。高能率成形•定义:以突然释放能量的瞬时冲击力来进行塑性加工的成形工艺•特点:压力大、变形速度高、成形时间短、功率大,又称“高速成形”•分类:高速锤锻造、爆炸成形、液电成形和电磁成形爆炸成形•利用爆炸物质在爆炸瞬间释放出巨大的化学能对金属坯料进行加工的高能率成形方法。•原理:爆炸成形时,爆炸物质的化学能在极短时间内转化为周围介质(空气或水)中的高压冲击波,并以脉冲波的形式作用于坯料,使其产生塑性变形并以一定速度贴膜,完成成形过程。特点•只需要一块凹模,制造简单•不需要大型锻压设备,生产调整方便、成本低•适用于单件、小批量生产的大型、复杂件产品•介质一般用水,也可以用砂•可获得较高的表面光洁度问题:爆炸噪声等安全问题,一般在深井中成形电液成形•定义:利用液体中电荷经电极放电,产生强大的冲击波使坯料在模具中成形的加工工艺。•成形原理图:特点•成形速度高,超音速冲击波•成形精度高,可达0.02-0.05mm•工装少,可同时进行多种复合加工工序•特别适合加工管件胀形零件多点成形•概念:将传统的整体模具离散成许多规则排列、高度可调的基本提单元(或冲头)。技术特点•实现无模成形•优化变形路径•实现无回弹成形•小设备成形大型件•易于实现自动化
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 jdt2000
jdt2000
本文标题:特种塑性成形
链接地址:https://www.777doc.com/doc-5262569 .html