您好,欢迎访问三七文档
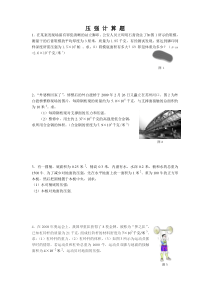
涤纶生产工艺流程聚对苯二甲酸乙二酯的制备直接酯化TPA(PTA)+EG(乙二醇)=BHET+2H2O原料TPA+乙二醇→浆料配置→第一酯化→第二酯化→第三酯化→BHET2、连续缩聚nBHET=PET+EGBHET→预缩聚塔→前缩聚釜→后缩聚釜→PET涤纶原丝生产工艺流程1.熔体输送工段工艺流程来自聚合工段三通阀→熔体管道→增压泵→熔体冷却器→熔体配管→纺丝箱体入口→热媒循环泵→热媒冷却器纺丝工段工艺流程纺丝箱体→计量泵→纺丝冷却吹→纺丝上油→卷绕上油→卷绕→牵引→喂入→丝桶往复→丝桶搬运5/11/2020»熔体纺丝工艺原理»一、合成纤维的成形(纺丝)过程可分为下列四步。»1.纺丝熔体从喷丝头喷丝板微孔中挤出形成细流;»2.挤出的熔体细流内应力的松弛;»3.挤出的熔体细流的拉长、变细和冷却固化;»4.固态纤维的给湿上油和收集卷绕。5/11/20205/11/20205/11/2020•第四节熔体纺丝工艺•一、熔体输送•在连续缩聚直接纺丝工艺中,关键的问题是熔体的输送•和分配。在熔体输送过程中需要注意的是:①保持纺丝箱•体前(或计量泵入口)熔体压力的稳定,②保持纺丝前聚酯•熔体一定的特性粘度和温度,③聚酯和纺丝的熔体输送管•道交接处以及纺丝的熔体管道与纺丝箱体交接处因开车、•停车时升温和降温而引起的热应力。5/11/20201、熔体输送的工艺流程聚酯增压泵→熔体输送管道→熔体热交换器→熔体分配管→纺丝箱体5/11/20205/11/2020•来自聚酯装置终聚釜的熔体经过熔体出料泵、熔体过滤器、三通阀后进入纺丝界区。熔体分成两路,分别经过增压泵增压以满足纺丝界区入口的压力要求。熔体经增压泵后,经熔体冷却器冷却,熔体温度一般可降低5-7℃,再经过两次三通分配,最终分成四路进入四个纺丝箱体熔体分配管的交接口处。•熔体管道由内管和外管组成。内外管材质均为不锈钢,内管介质即为聚酯熔体,外管与内管夹套内介质为液相联苯混合物,起保温作用。5/11/2020•在增压泵的入口设有一台温度压力传感器,将泵前的温度、压力数据直接送至聚酯工序的计算机控制系统。增压泵的出口设有两台温度、压力传感器,其中一台将泵后的温度压力数据也传给聚酯工序。•本项目采用增压泵泵后压力连锁控制增压泵转速的方式,即根据增压泵后第二台压力传感器的设定值与实际测量值之间的偏差来调整增压泵的转速,使之保持动态的一致性,以达到稳定进入纺丝箱体熔体压力稳定的目的。同时设定增压泵后压力高报停泵的功能,以保护增压泵及整个系统的安全。5/11/2020•二、热媒加热系统•热媒---传热介质的简称,它是将热源的热量传递给需要加热的对象的热载体,反之则叫做冷媒。对传热介质的基本要求是热稳定性好,高温下不分解。•闪点:115℃•着火点:138℃•自燃点:540℃•饱和蒸汽压:0.1MPa(1kgf/cm2)•腐蚀性:液相和汽相下,对普通的金属和合金没有腐蚀作用。•可燃性:热媒是可燃性物质,但它有比较高的闪点和着火点。热媒在空气中的爆炸极限相当狭窄。有时热媒汽体会泄漏到大气中,一般泄漏的汽体会很快冷却到低于着火点以下的温度,一般不会引起燃烧。因热媒有刺激性气味,因此可及时发现泄漏,及时组织抢修。然而当泄漏的热媒蒸汽在空气中的温度、在空气中的混合体积等全都集中在狭窄的爆炸极限范围内时,就会发生爆炸。•从管线泄漏到保温材料中的热媒同样具有危险性,这种泄漏会引起保温材料燃烧。•热媒失火可用二氧化碳或干粉灭火器,对于较大的火灾用泡沫灭火器灭火。•毒性:联苯-联苯醚混合物属于低毒类,能引起慢性中毒,主要损害肝、肺、肾等人体器官。液相热媒对皮肤和眼睛有轻微的刺激,长时间或重复接触会发生皮炎,应尽量防止对皮肤的伤害。•车间内热媒的允许浓度控制在7mg/cm3以内,以减少对人体的危害。•稳定性:联苯混合物的热稳定性好,在380℃下可长期使用,380-400℃可短期使用。5/11/2020•2、热媒的汽相和液相技术•采用汽相热媒加热的方法一般是通过蒸汽自然循环将热量传递给被加热的对象。在汽相系统中,热量是蒸汽变到冷凝液所释放的潜热,温度等于热媒蒸汽的饱和温度。为了保证纺丝箱体中各熔体配管以及纺丝组件中熔体温度均一,以达到消除各个纺丝位间原丝质量差异,因此纺丝箱体采用汽相热媒加热保温。•液相热媒是利用热媒温度降低过程中所释放的显热进行加热,对于熔体输送系统来说,只要保证熔体输送管道上各点在时间上没有差异,不需消除空间上的差异,即保证熔体输送管道上各点的熔体温度、压力、粘度等工艺参数恒定不随时间变化,不需要保证各个空间点上的熔体参数都一致,因此熔体输送系统的管道采用液相热媒技术进行加热保温。5/11/2020•3、汽相热媒系统•汽相热媒的加热对象是纺丝箱体。每条生产线配置三台汽相热媒炉,每台汽相热媒炉对应着三个纺丝箱体。热媒以蒸汽形式进入纺丝箱体,冷凝后的液体靠重力回到热媒炉,这样汽-液-汽不断循环,保证了纺丝箱体的温度恒定。•汽相热媒炉的连锁控制:•A、每台热媒炉通气动薄膜阀控制联苯炉的温度B、当热媒炉的温度过高时报警将加热炉的控制电源切断,并报警。•C、每台热媒锅炉装有一只液位报警检测器,低液位时将加热炉的控制电源切断,并报警。•D、每台热媒锅炉装有一只压力报警器,当热媒压力升高到极限值时,切断气动阀控制电源,停止加热。•E、每台热媒锅炉装有安全阀和防爆膜,当热媒炉内压力高于设定值后,防爆膜破裂,安全阀自动启动,热媒蒸汽通过排放管线排放到热媒储槽中,以确保整个系统的安全。•防爆膜是用于各种压力容器和压力系统中的一种安全保护装置。当容器由于物料的化学反应或操作失误而超压并达到爆破片的规定值时,爆破片即发生爆破而泄压,从而保护容器和系统的安全。5/11/2020•2、熔体计量•熔体纺丝计量采用齿轮计量泵,它是纺丝过程中的关键部件。计量泵的准确性和均匀性直接影响成形纤维的质量。正确地使用、处理和维修计量泵对纺丝质量至关重要。计量泵的结构比较简单,是单组啮合齿轮的计量泵。计量泵是由上、下两盖板和一块中间板及主动、从动两齿轮、联轴节、联轴节套、联轴节盖等组成板及主动、从动两齿轮、联轴节、联轴节套、联轴节盖等组成。•计量泵使用注意事项:•不能长期空运转。•出口压力不能过高,否则将造成保险销断裂、计量泵或电机损坏。5/11/2020•短纤增压泵变频系统操作说明•(1)变频系统的启/停控制可由二地操作:现场操作柱按钮及变频柜盘面按钮。二地的控制优先级相同。正常情况下,变频柜盘面按钮不允许操作,变频系统接受来自DCS的频率给定信号(DC4~20mA),并向DCS反馈DC4~20mA的频率信号,以及变频运行和故障信号,供DCS监控使用。•(2)电机PTC保护(电机过热)动作时PTC(连接线断开时亦被认为是保护动作)。变频器也表现为外部故障(OH2),需人工复位方可重开系统。•(3)电网短时失电时间在3秒钟以内时,系统自动重新启动运行,超过3秒钟后,控制电路自动切断运行信号,需要再次进行人工启动。•(4)本变频系统为一主一备,备用变频器在任一台主机变频器发生故障时可以自动或手动地投入运行,相应的控制操作由PLC完成。切换操作也可在正常情况下手动进行。•(5)在遇到主机变频故障自动切换到备机运行时,需要主机上的“主机”、“备机“开关切换到”“备机“,让备机稳定运行后方可处理主机故障。•(6)键盘复位键:RESET。5/11/2020•短纤增压泵变频器控制柜操作步骤正常工作状态:(1)控制柜门上的转换开关S1旋到主机位置(面对控制柜,左手为主机)。(2)转换开关S2旋到旋到自投位置主机故障切换到备机运行、主机复位方法:(1)转换开关S1旋到备机位置。(2)S2开关位置不变。(3)故障解除后,按变频器上的RESET键复位。5/11/2020•短纤增压泵的控制连锁条件是什么?•1.增压泵后压力;2.增压泵冷凝器差压;3.增压泵电接点压力高高报信号。5/11/2020•前纺增压泵控制柜有一个主柜,一个付柜,在主柜出现变频故障的情况下,应采取什么样的应急措施?5/11/2020•前纺热媒加热器温控系统组成温控系统组成:•铂热电阻→RKC温控器→PLC→其中RKC温度控制器对加热对象进行连续的PID控制,加热输出4-20MA控制气动阀门开度,由RKC温控器统一进行控制。前纺热媒加热器温控系统温控原理•当热媒加热器由液态升温时,RKC控制器使气动阀器以最大功率输出,达到工艺温度时,温控器增加或减少在固定周期内输出的时间比例,从而控制气动阀门的开度、达到增大、减少直到温度控制达到工艺稳定的要求,5/11/2020•前纺热媒加热器温控系统安全装置及控制联锁条件有哪些?•a.安全阀•安全阀前安装有爆破流,当炉内压力超过爆破压力后爆破流破裂,安全阀打开,炉内的高温联苯蒸汽开始泄放,以保证设备安全运行。•b.液位计•当液位低于设计最低液位时报警并停止加热。•c.超温报警保护装置•当温度超过设定值时,铂热电阻(PT100)发出信号报警,并停止加热。•d.超压报警保护装置•当压力超过设定值时,电接点压力表发出信号报警,并停止加热。•e.报警连锁•1)热媒汽相温度异常。•2)热媒液位下限。•3)加热器热媒压力上限。•4)加热器超温。5/11/2020•前纺环吹小车的升降、进退控制由四个个电磁阀,和操作面板上的2个转换开关控制。两个电磁阀控制升和降另外两个电磁阀控制小车进和退。电磁阀失电,小车处于升到位,两个转换开关是给PLC一个控制信号(DC24V)。当条件满足时,PLC输出使电磁阀得电,控制小车的升降和进退。环吹桶升降的满足条件是:必须是小车开关打到退位位置后环吹桶才可以升级。环吹小车控制原理5/11/2020环吹小车动作原理小车进退小车升降小车升降小车进退小车升降气缸小车进退气缸变频器的工作原理所有变频器的工作原理基本上相同。主要工作方式:三相交流电经桥式整流变为直流电,通过限流电阻R给电容C充电75%时,接触器M吸合,电阻R被短接,然后直接充电到变频器的额定电压。变频器的CPU当接到启动信号时,发出触发信号,使驱动电路工作触发IGBT,将直流电压变成频率可调的三相交流电,驱动电机。工作原理图见图变频器工作原理图显示LEDI/O操作盘主控板驱动、保护电路故障信号检测电流传感器TATA~制动电路IGBTDC/AC模块二极管AC/DC模块交流直流交流P+LC3WVUG2G4G6G5G3G1MG7RDR2R1C2C1380V输入JD6D4D2D5D3D1-SIEMENSMM440变频器MM440变频器操作面板(1)MM440变频器操作面板(2)MM440变频器操作面板(3)BOP面板按钮功能(1)MM440变频器操作面板(4)BOP面板按钮功能(2)MM440变频器操作面板(5)使用BOP面板修改参数的步骤AOP操作面板MM440变频器操作面板(6)MM440变频器I/O端子板(1)Siemens440变频器I/O板MM440变频器I/O端子板(2)I/O原理图接线端子的功能及关联参数(1)开关量输入功能接线端子的功能及关联参数(2)接线端子的功能及关联参数(3)接线端子的功能及关联参数(4)模拟量输入功能(1)接线端子的功能及关联参数(5)模拟量输入功能(2)接线端子的功能及关联参数(6)调试步骤及恢复工厂设定MM440调试方法(1)MM440调试方法(2)——参数设定MM440调试方法(3)——参数设定MM440调试方法(4)——参数设定MM440调试方法(5)•BOP/AOP面板的使用MM440系统参数简介(1)MM440系统参数简介(2)MM440系统参数简介(3)变频器控制实例MM440使用三线控制,一个启动按钮,一个停止按钮,控制变频器启停运行。端子接线图:参数设定:P700[0]=2P2801[9]=1P701[0]=99P2801[14]=15P702[0]=99P2828=722.16P840[0]=2841P2840[0]=722.0P2800[0]=1P2840[1]=28299变频器常见故障分析一、变频器的主要故障原因及预防措施由
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码








 parpan
parpan
本文标题:涤纶生产工艺流程
链接地址:https://www.777doc.com/doc-5288595 .html