您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 电气安装工程 > 预控制图使用作业指导书
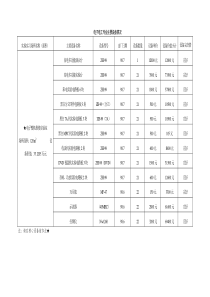
制定部門制訂日期文件編號版次頁數頁碼品保部2009年6月3日QC047251發行章核准審核制定單位制定人預控制圖使用作業指導書公司文件,非經許可不得翻印.復制或電子郵件等方式傳送,否則將以公司規定論處預控制圖使用作業指導書文件編號版次頁碼QC04712/5文件履歷表版次變更日期變更原因變更內容說明122008/08/152009/06/03文件制定使文件更適用1.修改5.4.1項內容。預控制圖使用作業指導書文件編號版次頁碼QC04713/51.目的:為明確各單位對預控制圖的使用方法與判讀原則,特制定此標准。2.范圍:本廠所有使用預控制圖的場合均適用。3.權責:3.1産品工程部:負責主導重點管制項目及管制點的確認。3.2品保部:負責預控制圖的格式設計,指導生產單位使用預控制圖,並對生產單位使用該圖的效果進行確認,協助生產單位對制程異常進行監控。3.3生產單位:負責使用預控制圖對制程重點管制項目進行管控。4.定義:預控制圖:一種直接與規格(公差)界限相聯系,根據規格(公差)界限來確定預控制線,可對工序在未產生不合格品之前就進行控制的統計圖表。5.作業內容:5.1管制點的選擇:以産品工程部為主,品保和生產單位、業務協助,分析產品生產過程中的主要影響因素,考慮客戶的需求,選擇對產品品質有關鍵影響的工序作為管制點。5.2控制界限的確定:5.2.1在制程主要影響因素5M1E無異常變動的情況下,預控制圖上限等於規格上限,預控制圖下限等於規格下限,預控制圖中心等於規格中心,預控制界限值等於中心值加上或減去0.25倍公差,即:UCL=SULCL=SLCL=(SU+SL)/2P-C=CL±0.25(SU-SL)5.2.2當制程主要影響因素5M1E發生異常變動,且在短時間內無法排除,並導致產品被預控制圖管制的質量特性值之分布中心發生相對於規格中心的較大變動時,由生產單位以“品質異常處理單”的形式提出,經品保、工程確認,在不影響產品主要功能特性的情況下,由品保對預控制圖的控制界限進行修改,使其上下控制界限和中心線不等於規格值。但生產單位應於發生異常之2個工作日內對異常原因進行徹查與排除,否則預控制圖不得使用,而對該管制點的管制,宜采用全數檢驗或常規控制圖等其它方法,或由工程評估OK後對產品規格進行修改。5.3預控制圖的操作:工序加工開始時(包括每班始業時,調機修模後,停機1小時或更長時間後),連續抽取5件產品,若實測值全部落入C區,即可以開始預控制圖的操作。如上述抽查的5件產品有1件或多件實測值落在C區之外,就必須重新調整工藝參數(設備、模具等),直到5件產品的實測值全部落入C區時,才能開始應用預控制圖。開始操作後,按確定的時間間隔,每次連續抽取2件產品,並按以下規則對過程實施質量控制。5.3.1若2件產品的實測值全部落入C區,則判定過程正常。5.3.2若2件產品的實測值有1個落入C區,1個落入B區,則判定過程正常。5.3.3若連續抽測的兩件產品的實測值分別落入預控制圖兩側的兩個B區,則判定過程異常。並認為過程質量特性分布的標准差增大,應采取相應的措施減少標准差。5.3.4若連續抽測的兩件產品的實測值落入同一側的B區內,則判定過程異常。並認為過程質量特性值的分布中心偏移,就采取相應的措施糾正。5.3.5只要有1件產品的實測值落入A區,就應判定過程嚴重異常。此時應停止生產,進行質量分析,采取糾正預控制圖使用作業指導書文件編號版次頁碼QC04714/5預防措施使過程恢復正常。5.3.6在確認對過程所采取的糾正措施取得成效後,再按5.2.1的規定重新開始對預控制圖的操作。5.4預控制圖抽樣的時間間隔:5.4.1首次使用預控制圖和生產條件發生變更後,預控制圖的抽查時間間隔為0.5小時自首次使用預控制圖或制程生產條件變更後連續抽樣6次均無異常,則可由生產單位組長以上管理人員或品保部QE隨機抽取20個產品,對管制之質量特性值進行測量,再將此20個產品的數據與前6次抽樣的數據匯總,計算CPK值,當CPK=1.33時,可將抽樣間隔時間由原來的0.5小時/次變更為依實際抽樣的頻率進行抽樣。5.4.2當制程連續發生兩次異常後,可將此兩次異常間隔時間的1/6作為異常排除後的抽樣時間間隔。6.預控制圖判讀原則:序號A區B區C區B區A區處置①□□□□□可以開始預控②□□過程正常③□□④□□⑤□□散差過大,調整過程後重新開始⑥□□分布中心偏移,調整過程後重新開始⑦□□⑧□□過程能力嚴重不足,嚴重異常,應采取糾正措施,達到第①條規定後重新開始。⑨□□⑩□□⑪□□⑫□□⑬□□⑭□□⑮□□7.相關之表單:7.1《有限公司預控制圖表》QC-R080-X7.2《品質異常處理單》QC-R012-X預控制圖使用作業指導書文件編號版次頁碼QC04715/58.附圖:預控制圖操作流程:NOYESNO改善制程並修改抽樣間隔時間首次使用或生產條件變更後抽取5PCS產品進行抽測測量值是否都在C區開始預控每半小時(制程調整後須按新間隔時間)抽測2PCS產品根據判定原則進行判定繼續生產Yes改善制程
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 shinller
shinller
本文标题:预控制图使用作业指导书
链接地址:https://www.777doc.com/doc-5318534 .html