您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 浇注系统的设计和计算实例
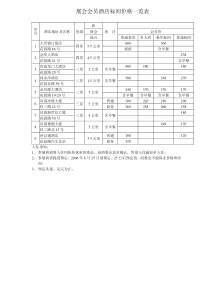
浇注系统设计计算实例油杯浇注系统设计和计算实例I浇注系统设计和计算实例目录1浇注系统位置的选择..................................................................11.1选择浇注系统类型......................................................................................11.2确定内浇道在铸件上的位置,浇注系统中各组元的数目......................22浇注系统的计算..........................................................................62.1计算浇注时间并核算金属液面上升速度...................................................62.2计算阻流截面积..........................................................................................72.3计算各组元截面积并确定其形状和尺寸..................................................8附图A铸造工艺图.............................................................................I附图B浇注系统布置图......................................................................I附图C工装设计之下芯合箱(一)........................................................I附图D工装设计之下芯合箱(二).......................................................I附图E工装设计之芯盒制芯..............................................................I附图F工装设计之下模板..................................................................I附图G工装设计之造型.....................................................................I参考文献..................................................................................................I浇注系统设计和计算实例第1页1浇注系统位置的选择浇注系统是铸型中液态金属流入型腔的通道,主要由浇口杯、直浇道、横浇道、和内浇道四个部分组成。浇注系统设计的合理与否对铸件质量影响很大,容易引起各种类型的铸造缺陷,如:浇不足、冷隔、冲砂、夹渣、夹杂、夹砂等铸造缺陷。设计时应根据铸件的结构特点、合金种类、技术要求合理地设计浇注系统。设计浇注系统应遵守以下原则:(1)引导金属液平稳、连续地充型,避免卷气、金属氧化物夹杂和冲刷型芯;(2)充型过程中流动的方向和速度可以控制,保证铸件轮廓清晰、完整;(3)在合适的时间内充满型腔,避免形成夹砂、冷隔、皱皮等缺陷;(4)调节铸型内的温度分布,利于强化铸件补缩、防止铸件变形、裂纹等缺陷;(5)具有挡渣、溢渣能力,净化金属液;(6)浇注系统应当简单、可靠,减少金属液消耗,便于清理。1.1选择浇注系统类型油杯铸件为铸铁的湿型小件,查文献[2]表3-1浇注系统按各单元面积比例分类,如表9-1所示。表9-1浇注系统按各单元面积比例分类类型截面比例关系特点及应用封闭式𝐹杯𝐹直𝐹横𝐹内阻流截面在内浇道上。浇注开始后,金属液容易充满浇注系统;挡渣能力较强,但充型液流的速度较快,冲刷力大,易产生喷溅;一般的说金属液消耗少,且清理方便,应用于铸铁的湿型小件及干型中、大件油杯铸造采用封闭式浇注系统。根据文献[2]表3-6如表9-2所示。浇注系统设计和计算实例第2页表9-2浇注系统各单元截面比例及其应用截面比例应用F直F横F内21.51大型灰铸铁件砂型铸造1.41.21中、大型灰铸铁件砂型铸造1.151.11中、小型灰铸铁件砂型铸造1.111.061薄壁灰铸铁件砂型铸造1.51.11可锻铸铁件1.1~1.21.3~1.51表面干燥型中、小型铸铁件对于中、小型灰铸铁件砂型铸造,选取浇注系统各单元截面比例为:∑𝐹直:∑𝐹横:∑𝐹内=1.15:1.1:11.2确定内浇道在铸件上的位置,浇注系统中各组元的数目浇注系统的引入位置影响到浇注系统结构类型的确定,同时对液态金属充型方式、铸型温度分布、铸件质量影响很大。因此,在浇注系统设计中,对于内浇道的引入位置,要给予充分考虑。下面从不同角度说明金属液引入位置的选择原则[5]:(1)有利于铸件凝固补缩:同时凝固从铸件薄壁处引入,顺序凝固从铸件厚壁处引入。(2)有利于改善铸件铸态组织(3)有利于提高铸件外观质量,内浇口如果开设到非加工面上尽可能开在容易打磨的地方,有利于铸件的清理;(4)内浇道尽可能不开设在铸件重要部分。(5)有利于金属液平稳地充满铸型(6)有利于减少铸件收缩应力和防止裂纹(7)其它要求:如内浇道应尽量开设在分型面上,便于造型操作。浇注系统设计和计算实例第3页浇注系统根据其内浇道的设置位置,可以分为顶注式、中注式、底注式、阶梯注入式。各方案优缺点分析如表9-2:表9-2浇注系统的位置分析类型图例特点及应用顶注式充型能力强,有利于冒口的补缩。浇铸时液流落下造成金属液翻腾,不利于浮渣排气,与空气接触面积大,易氧化,容易产生氧化夹渣。中注式内浇道开设在铸件中部某一高度上注入,造型比较方便。兼有顶注式和底注式的优缺点。适用于壁厚比较均匀,高度不太大的各类中、小型铸件。底注式内浇道位于铸件底部,金属液从型腔底部注入铸型,该浇注系统的金属液充型平稳,不会产生激溅、铁豆,型腔内的气体易从顶部排出,金属氧化少。不利于顶部冒口的补缩,金属液的充型能力相对较差。浇注系统设计和计算实例第4页阶梯注入式充型能力强、充型平稳、金属液不易氧化、补缩能力强。结构复杂,消耗的金属液量多。结合油杯零件的外形和结构特点,内浇道如果按照同时凝固原则,可以减少铸件因内应力而引起的翘曲变形,但工艺比较复杂,需在一侧或周围开始多个内浇道,在小型铸件上也没有必要。采用顺序凝固原则,有利于补缩铸件,获得致密组织,消除气孔。油杯零件壁厚比较均匀,高度不太大,属于小型铸件。分型面设在上下半型的中间,重要加工面为上端面,及其肋上端的吊耳孔。如果采用底注式引入可以充型平稳,但是开设底注必定影响圆盘座上4×φ7mm孔的加工;顶注式有利于实现顺序凝固原则,但是容易冲刷砂型。肋的上端虽然要加工,但是在造型的时候不铸出,且内浇口引入可以有意避开后期要钻孔和端铣的部位,也便于最终清理浇注系统。其余部位壁厚比较均匀,没有明显热节的地方,贯穿的砂芯也可以起到散热的作用。综上所述,为了方便放置浇注系统,因此把内浇道开设在分型面上,金属液在内浇道沿肋的最外面的侧面引入。设置一个直浇道,两个横浇道,四个内浇道。如图9-1所示。浇注系统设计和计算实例第5页图9-1浇注系统的布置浇注系统设计和计算实例第6页2浇注系统的计算2.1计算浇注时间并核算金属液面上升速度(1)计算浇注时间对于浇注重量小于450kg且形状复杂的薄壁铸铁件,其浇注时间可按以下经验公式计算:τ=S√𝐺τ—浇注时间(s);G—型内金属液总重量,包括浇冒口系统重量(Kg);S—系数,取决于铸件壁厚,根据文献[3]表3-150查表10-1。主要壁厚δ=12mm,表10-1系数S与铸件壁厚的关系铸件壁厚/mm2.5~3.53.5~8.08.0~15.0系数S1.631.852.2所以这里取S=2.2。根据文献[3]查得,铸件质量小于100kg,单件小批量生产铸铁件浇注系统占铸件质量的25%~30%。取30%,则型内金属液总重量为:G=0.756+0.756×30%=0.9828kg则浇注时间为:τ=2.2√0.9828=2.18s(2)核算金属液面上升速度型内液面上升的速度为:υ=𝐶𝜏υ—型内液面上升速度,mm/s;C—铸件最低点到最高点的距离,油杯铸件加上加工余量后为90mm;τ—浇注时间,为2.18s。油杯铸件型内液面上升速度为:υ=902.18=41.3𝑚𝑚/𝑠浇注系统设计和计算实例第7页由文献[2]表3-3如表10-3所示。表10-3型腔内铁液液面允许的最小上升速度铸件壁厚δ/mm10~404~104最小上升速度值v/(mm/s)10~2020~3031~100校核对于结构复杂及大型铸件,在浇注时间确定后,需验算型内液面的上升速度,并参照表10-3中数值,如差别较大时,则应修正浇注时间或更改工艺方案。油杯铸件浇注时,型腔内液面上升速度41.3mm/s20mm/s,因此符合要求。2.2计算阻流截面积浇注系统计算的基本原则是“大流量、低流速”,大流量以保证在最佳的浇注时间充满型腔,低流速以保证液流平稳。浇口阻流截面积决定流量,直浇道有效作用压头决定流速[5]。利用阻流断面设计法,即奥赞公式:∑𝐹阻=𝐺0.31𝜇𝜏√𝐻均F阻—内浇道截面积,cm2;G—流经阻流面积的金属液总重量,kg;μ—流量系数,由铸件壁厚和结构以及浇道等因素引起的金属液体流速损耗系数;τ—充满型腔的总时间,s;H均—充填型腔时平均计算静压头,cm。(1)流量系数𝛍油杯铸件的流量系数μ按文献[3]表3-4取值见表10-4。浇注系统设计和计算实例第8页铸铁及铸钢的流量系数μ值种类铸型阻力大中小湿型铸铁0.350.420.5铸钢0.250.320.42流量系数μ值查得μ=0.5,按文献[3]表3-5进行修正:①油杯铸件浇注温度为1330℃,浇注温度提高50℃,μ值+0.05;②有两个内浇道,阻力增大,μ值-0.05。μ=0.5+0.05−0.05=0.5(2)确定平均压头H均𝐻𝑃=𝐻0−𝑃22𝐶𝐻0—阻流截面以上的金属压头,cm;P—阻流截面以上型腔高度,cm;C—铸件(型腔)总高度,cm。由油杯铸件H0=85mm(上砂箱高度),P=45mm,C=90mm,所以:𝐻𝑃=85−4522×90≈7.38𝑐𝑚(3)阻流截面积为∑𝐹阻=0.98280.31×0.5×2.18×√7.38=1.07𝑐𝑚2油杯铸件采用的是封闭式浇注系统,阻流截面在内浇道上,所以内浇道的总结面积为1.07cm2。2.3计算各组元截面积并确定其形状和尺寸因为浇注系统各组元截面断面比例为:∑A直:∑A横:∑A内=1.15:1.1:1浇注系统设计和计算实例第9页且该油杯铸件的铸造时采用一箱两件,如图10-2所示。为计算各组元截面积并确定其形状和尺寸,阻流截面先按一个铸件重量计算(如10.2节所示),然后乘以铸件个数,得到整个铸型中阻流截面总面积,按浇注系统各组元截面比,得到其它组元截面积。图10-1砂箱布局图油杯铸件采用封闭式浇注系统,阻流截面在内浇道,上一节已经算出内浇道的总结面积为1.07cm2,一个铸型中有2个铸件所以:∑𝐹内=2×∑𝐹内(一件)浇注系统设计和计算实例第10页=2×1.07=2.14𝑐𝑚2(1)直浇道的确定∑𝐹直=1.15×∑𝐹内=1.15×2.14=2.46cm2因为只有一个直浇道,故F直=2.46cm2。π𝑑24=2.46×100(mm2)d=√246×4𝜋=17mm根据文献[4]查的直浇道截面图如图10-3所示图10-3直浇道直浇道应取1:50的锥度,并在其底部设计浇口窝,入口处圆角相接。(2)横浇道
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 alaxkk
alaxkk
本文标题:浇注系统的设计和计算实例
链接地址:https://www.777doc.com/doc-5442066 .html