您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 16机械CAD、CAM课程设计说明书
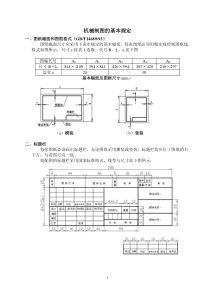
机械CAD/CAM课程设计说明书设计题目:酒杯外形零件的计算机辅助设计与制造班级机自092学生指导教师宋世柳教研室主任广西科技大学(筹)机电一体化教研室2013年1月1日目录一、机械CAD/CAM课程设计任务书…………………1二、设计目的及工艺分析………………………………3三、设计内容……………………………………………4四、编程及加工…………………………………………6五、G代码生成…………………………………………19六、总结与致谢…………………………………………21七、参考文献……………………………………………22一、机械CAD/CAM课程设计任务书设计题目:酒杯外形零件的计算机辅助设计与制造主要参数:外形尺寸95*59*29.5其他参数:自行设计内容:1、三维零件图1张2、二维零件图1张3、加工程序清单1张4、加工好的零件1个5、课程设计说明书1份二、设计目的及工艺分析(一)、设计目的通过本次设计,使我们全面地、系统地了解和掌握CAD/CAM技术的基本内容和基本知识,了解数控技术的发展趋势;掌握数控加工的编程方法,并能灵活使用目前使用比较普遍的CAD/CAM软件对较复杂零件进行编程,为以后的工作打下坚实的基础。同时培养学生的创新意识、工程意识和动手能力。1.学习使用先进的CAD软件对零件进行三维实体建模;2.学习使用CAM软件对所设计的零件进行数控编程并进行加工仿真;3.学习使用加工中心、数控机床等先进设备按编制的数控程序加工出所设计零件。此次我做的设计是一个酒杯外形模型,制作采用的是UG5.0建模及加工的相关内容。数控铣削在选用刀具时,通常要考虑机床的加工能力,工序内容,工件材料等因素;切削用量包括主轴转速,背吃刀量,进给量。对于不同的加工方法,需要选择不同的切削用量。合理选择切削用量的原则是:粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;精加工时,应在保证加工质量的前提下,兼顾切削效率,经济性和加工成本;切削用量各参数应根据机床实际情况,手册,被加工材料并结合实践经验确定。在了解了加工中心实际所具备的刀具类型后,结合零件材料为蜡,在轮廓粗加工,表面半精加工以及精加工中选择刀具及进刀深度等参数分别如下:1.第一步,用D10mm的平端铣刀进行轮廓粗加工,型腔铣粗铣,主轴转速2000r/min,切削进给率250mmpm。2.第二步,用D10m的球头刀进行表面半精加工,驱动方式为区域铣削,主轴转速2000r/min,切削进给率250r/min。3.第三步,用D5mm的球头刀进行表面精加工,驱动方式为区域铣削,主轴转速2000r/min,切削进给率250r/min。(二)、工艺分析工艺路线:粗加工——半精加工——精加工加工顺序:1、部件建模;2、根据部件建模制定加工方法与加工顺序;3、程序、刀具、几何体.、方法的确定;4、创建操作对话框;5、指定操作参数;6、生成刀轨;7、仿真模拟刀具轨迹加工;8、后置处理生成NC代码;三、设计内容(一)用UGNX5.0建模工具建立三维实体模型,建模过程及相关截图如下:1.用“创建草图”命令草图,进入如下界面:2.绘制完整草图:3.草图旋转,生成实体模型:4.用“插入基准平面”、“抽取曲线”命令,抽取图形的剪切平面的曲线作为轮廓线,然后以该轮廓线拉伸(求差)得到下图:四、编程及加工1.点击“开始”进入“加工”模式,完成初始化设计:2.创建程序:3.创建刀具、设定切削顺序及参数等:按照表1对刀具的要求,将相关尺寸参数|、刀具补偿号、刀具号等信息输入创建刀具。如图:表1数控编程工序卡工步加工内容和加工方法加工内容和加工方法切削方式/走刀方式刀具选用、刀号切削用量转速进给切深1粗铣零件外形,留加工余量型腔铣跟随零件外形10mm立铣刀,12000250每层22半精加工曲面固定轴曲面铣平行刀路/来回往复10mm球头刀,220002503精加工曲面固定轴曲面铣平行刀路/来回往复5mm球头刀,360002504.创建加工毛坯按照可以实际加工的毛坯尺寸110*110*35,以酒杯模型为中心合理建立毛坯。如图5.从导航器窗口进入创建加工几何体操作中,建立加工坐标系并分别指定工件几何体和毛坯几何体(加工坐标系选在毛坯上表面一角点)6.创建加工方法创建精粗加工、半精加工和精加工的加工方法,类型选择mill-conou,如图7.创建粗加工型腔铣操作创建一个型腔铣粗加工取出毛坯上大部分的余量,为后续的精加工工艺做准备。刀轨设置为全局每刀深度2mm,部件余量为1mm,切削模式为跟随部件,步进为70%刀具直径。粗加工切削仿真图如图:8.创建半精加工操作选用曲面轮廓铣操作作为半精加工,为精加工曲面轮廓铣做准备。刀轨设置为采用往复的切削类型,逆铣的切削模式,步距为1mm,步距应用在部件上,部件余量为0.5mm。刀轨路线如图:9.创建精加工操作创建曲面轮廓铣操作,来精加工工件轮廓,刀轨设置为采用往复的切削类型,逆铣的切削模式,步距为0.5mm,步距应用在部件上,主轴转速2000r/min,切削进给率250r/min,部件余量为0.5mm。操作过程如图:精铣生成的刀轨如下图:10.整体生成加工刀轨11.校验刀轨12.加工过程仿真五、G代码生成利用后置处理功能,根据加工的实际需求,将刀轨转化成NC程序。加工代码如下:1.粗铣前面部分%N0040G0G90G54X0.0Y107.6466S2000M03N0050G43Z95.4016H00N0060X4.6006Y-120.N0070Z10.N0080Z1.0556N0090G1Z-1.9444F250.N0100Y-119.23N0110X1.9347Y-115.后面部分N6490G0X82.4722Y-113.07N6500Y-120.N6510Z-32.N6520Z180.N6530M02%2.半精铣前面部分%N0040G0G90G54X0.0Y107.6466S2000M03N0050G43Z95.4016H00N0060X84.2583Y-106.448N0070Z10.6028N0080X84.5718Y-107.2445N0090Z10.0708N0100X84.7829Y-107.7808N0110Z9.2441N0120X84.8573Y-107.9698N0130Z8.257N0140Z-24.N0150G1Z-38.4102F250.N0160X84.7654Z-39.5559后面部分N1530X48.523N1540Z2.N1550Z180.N1560Z53.2516N1570X0.0Y-133.6883N1580M02%3.精铣前面部分%N0040G0G90G54X0.0Y107.6466S2000M03N0050G43Z95.4016H00N0060X81.6191Y-104.2379N0070Z10.3041N0080X81.7718Y-104.6344N0090Z10.0373N0100X81.8746Y-104.901N0110Z9.625N0120X81.9108Y-104.995N0130Z9.1336N0140Z-19.N0150G1Z-34.2067F250.N0160X81.8649Z-34.7795后面部分N0460Z2.N0470Z10.N0480Z180.N0490X0.0Y-133.6883N0500M02%最后生成的NC程序还要通过通讯和传输接口输入到机床的数控系统的存储器中,做好认真检查,需要注意下面几点:1、每个数控系统规定的编程格式都有所区别,相通数控系统不同的版本之间也有差异。一般中间数据没有问题,关键在于程序的头尾。2、注意自动编程软件的功能和数控机床系统之间的匹配,比如软件具有Nurbs插补功能,而机床若没有,则发挥不出编程软件的功能。3、产生的程序如果很庞大很复杂,则推荐利用专用的数控程序软件验证后再输入到数控机床上去,确保安全。六、总结与致谢从本次加工零件的思路分析操作步骤可以看出,要加工的复杂零件,首先要从工件的集合特征,加工尺寸,加工表面质量等综合考虑,在制定好合理的工艺路线基础上,运用UGCAM提供的加工功能进行自动编程,生产最终的NC程序。总之,自动编程是一门实践性非常强的技术,除了要熟悉CAM软件的基本操作以外,还需要在实践中不断积累经验和技巧,才能顺利的解决工题中越来越复杂的加工问题。过两周的机械CAD/CAM课程设计实训,我加深了机械CAD/CAM课程的理解,进一步掌握了课程相关的基础知识,主要是关于三维线型框架的曲面绘制,参数的设计,刀具路径以及生成G代码等。老师布置任务后,我能够和自己一组的同学共同商讨设计,当然我也在其他同学的设计任务中,学到了很多我的设计中没有涉及的知识。这两周的实训中让我知道了应该温故知新,知道在以后不断的学习中还要学会认真和坚持!这次课程设计能得以顺利完成离不开老师的悉心指导和同学们门的帮助,在此我向宋老师以及同学们表示衷心的感谢,谢谢你们的指导和帮助!七、参考文献[1]王先怡.机械制造工艺学[J].机械加工工艺规程设计,2006,Vol.1(2):142-212.[2]数控技术编委会编,数控实用技术[M].北京:机械工业出版社1995.[3]聂蕾编著,数控实用技术与实例[M].北京:机械工业出版社2006,6.[4]高凤英主编,数控机床编程与操作切削技术[M].南京:东南大学出版社2005.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 sunmo
sunmo
本文标题:16机械CAD、CAM课程设计说明书
链接地址:https://www.777doc.com/doc-5446266 .html