您好,欢迎访问三七文档
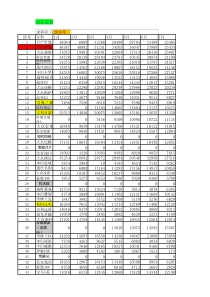
1、通用热处理工艺卡零件名称:凹模热处理工艺卡片处理前要求:要求工件洁净,形状无突变,并且对厚度小的地方采用石棉防护。零件号:材料:9Mn2V工序号:装炉方法及数量:根据热处理过程中相应炉型的有效加热范围和装炉时工件之间的间隔距离计算出相应热处理设备的装入量,工件在热处理设备中需要垫具保证其受热均匀,通过所选夹具装炉。在中温箱式电阻炉中的装炉量为10~12;在油淬真空炉中的装炉量为5热处理技术要求:硬度:整体硬度为61—63HRC硬化层深度:mm允许变形量:0.5mm热处理工艺曲线:图29Mn2V球化退火工艺时间(t/h)温度(T/℃)O760~780℃保温0.5h油淬空冷图39Mn2V淬火工艺曲线温度(T/℃)时间(t/h)≤550℃空冷680~690℃750~760℃等温4h保温4hO冷却≤30℃/h冷却≤30℃/h工步号名称设备工装、夹具加热保温冷却零件图:温度/℃时间/min温度/℃时间/min介质温度/℃1退火RX3-—15—9750~760℃240680~690℃240空气以≤30℃/h冷却至550空冷2淬火FH·H—20760~780℃60760~780℃30油淬冷至油温空。
2、冷3回火RX3-—15—9150~180℃60150~180℃180空气出炉空冷备注:拟定者:日期:审核者:时间(t/h)O150~180℃空冷图49Mn2V回火工艺曲线保温3h温度(T/℃)。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 mntenh
mntenh
本文标题:通用热处理工艺卡
链接地址:https://www.777doc.com/doc-5465951 .html