您好,欢迎访问三七文档
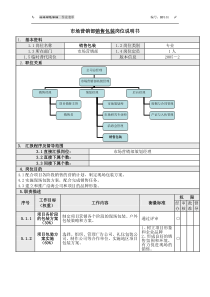
生产作业指导书南阳大正石化实业有限公司横担生产作业指导书1、目的为了确保出货后之产品质量达到客户满意度﹐并提高产品质量。2、适用范围大正公司内所有横担制品。3、工艺要求1)钢材应选用Q235-A2)下料长度偏差范围±1.5mm3)螺栓孔偏差范围±0.8mm4)螺栓孔间距偏差范围±0.8mm5)焊条应用E4303O6)加工后应热镀锌4、检测4.1检测工具卷尺,钢尺,卡尺、焊缝尺、涂层测厚仪等4.2检测内容4.2.1原材料(1)原材料是否用错(角钢,扁钢、钢板等)。(2)规格尺寸与图示是否相符(如板厚、产品的长宽等)。(3)材料表面有无断裂、起泡、刮伤、损伤、氧化、黑斑等。(4)材料的硬度。(5)原材料理化分析。4.2.2螺栓孔(1)孔位与图纸要求不符(一个孔至少两个尺寸确定位置)。(2)孔的类型是否符合图纸,如圆孔、长扁孔。(3)孔的大小是否符合要求,如∮18、∮22。(4)孔的个数是否正确(漏冲孔)。(5)孔边有无起泡、批锋、毛刺,孔口是否需冲倒角及其大小。(6)孔的前后顺序是否正确(是否有避空,是否影响其它部位尺寸)。4.2.3焊接的外观质量标准(1)焊缝应为细密平整的鱼鳞形,并应封边,咬边深度≤1mm(2)焊缝应无裂纹、气孔、夹渣等缺陷(3)工件表面分布的焊渣、颗粒物Φ0.5mm以内,且每100×100mm内不得超过3点。(4)焊接周边不得有对喷涂附着力有影响的焊接后产生的白色、黑色的焊接灰状、烟状物。(5)焊接处不允许有大量焊接油。4.2.4镀锌层(1)镀层外观光亮、细致、无流挂、皱皮现象。(2)工件厚度≥6mm,镀锌层≥85μm,3mm≤工件厚度≤6mm,镀锌层≥70μm。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 yclawt
yclawt
本文标题:横担作业指导书
链接地址:https://www.777doc.com/doc-5478901 .html