您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 综合/其它 > 林肯焊机Power-Wave-ACDC-1000操作手册(中文版)
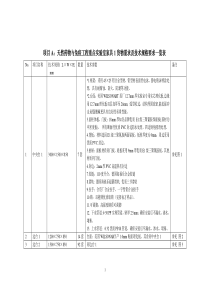
PowerwaveAC/DC1000操作指南1.PF10A控制面板总体介绍2.PF10A各项焊接参数的设置3.焊接操作介绍4.与设备相关的焊接资料5.焊接实例1.PF10A面板介绍旋钮1显示屏3回抽丝旋钮3冷送丝存储按钮组显示屏1按钮2红外接口停止启动旋钮2状态灯显示屏2行走模式冷送焊剂按钮1起弧收弧弧控焊接模式2.1.向右边轻拔PF10A控制盒的插销,打开控制盒的保护盖。见图1。插销保护盖程序代码含义示例2.PF10A各项焊接参数的设置2.2开机后默认情况下旋钮1左边的指示灯,weldmode(焊接模式)亮,此时拨动程序选择旋钮(旋钮1),进行焊接程序(焊接模式)的选择。如果此时焊接程序(焊接模式)的灯未亮,而是弧控(Arccontrol)亮,按按钮1可以进行这两种模式的切换。2.PF10A各项焊接参数的设置2.3焊接电流、送丝速度设置当选定一个焊接程序后,拨动电流调节旋钮(旋钮2)进行焊接电流的调节。2.PF10A各项焊接参数的设置2.4焊接电压、Trim设置当选定一个焊接程序后,拨动电压调节旋钮(按钮3)进行焊接电压的调节。2.PF10A各项焊接参数的设置2.5Arccontrol(弧控)设置-frequency默认情况下,按一下按钮1,Arccontrol(弧控)指示灯亮,显示屏1上显示当前频率(图示为60Hz),此时拨动旋钮1,可以调整输出电流频率图示为62Hz;2.PF10A各项焊接参数的设置2.5Arccontrol(弧控)设置-balance将频率设为希望的值后,再按一下按钮1,显示屏1上显示当前Balance(含义在后面讲),拨动旋钮1可以在25-75之间设定;2.PF10A各项焊接参数的设置2.5Arccontrol(弧控)设置-dcoffset将Balance设定完成后,再按一下按钮1,显示屏1上显示DCOFFSET(见图),拨动旋钮1可以在-25,25之间进行设置。(对于单弧系统,设置完成后按一下按钮1,则指示灯回复weldmode)2.PF10A各项焊接参数的设置2.5Arccontrol(弧控)设置-arc2balance(对于使用相位发生器的系统)紧接上一步,再按一下按钮1,显示屏1上显示arc2balance(见图),拨动旋钮1可以在25,75之间进行设置。2.PF10A各项焊接参数的设置2.5Arccontrol(弧控)设置-arc2phase(对于使用相位发生器的系统)将Balance设定完成后,再按一下按钮1,显示屏1上显示arc2phase(见图),拨动旋钮1可以在0-270度之间进行设置。重复上两张幻灯片的步骤可进行arc3,arc4的balance和phaseangel的设置。2.PF10A各项焊接参数的设置2.6起弧、收弧设置-Arcdelaytime默认情况下,按一下按钮2,则指示灯startoption亮,此时,显示屏上显示Arcdelaytime,拨动旋钮1可进行延迟时间的设置(0-5s),OFF表示0S。2.PF10A各项焊接参数的设置2.6起弧、收弧设置-Arcstrike设定好ARCDELAYTIME后再按一下按钮2,指示灯startoption及WFS闪烁,显示屏1上显示Arcstrike,此时可拨动旋钮2进行起弧时送丝速度设置(10-200)2.PF10A各项焊接参数的设置2.6起弧、收弧设置-starttime设定好arcstrike后,再按一下按钮2,显示屏1上显示starttime,此时startoption,amps,volts都闪烁,拨动旋钮1可在0-0.5s之间进行起弧时间设定,拨动旋钮2和3进行起弧电流和电压的设置2.PF10A各项焊接参数的设置2.6起弧、收弧设置-cratertime填弧坑时间Starttime设置完成后,再按一下按钮2,显示屏上显示cratertime,旋转旋钮1进行熄弧时间设置(0-10s),OFF表示熄弧时间为0s,该设置不为0时,可拨动旋钮2和旋钮3分别进行收弧电流及电压的调节2.PF10A各项焊接参数的设置2.6起弧、收弧设置-burnback焊丝回烧时间Cratertime设置完成后,再按一次按钮2,可在0-2s间进行Burnback设置,再按一下按钮2,则startoption灯亮,显示屏上显示为arcdelaytime,回到默认状态。2.PF10A各项焊接参数的设置3.1Start按钮启动焊接操作3.2Stop按钮停止焊接操作3.3travel操作架行走模式选择开关3.3.1on-小车只要加电就会运动3.3.2off-小车停止运动3.3.3auto-按下Start后小车自动行走,按下Stop后小车自动停止3.4Inchup-回抽丝(用于调整干伸长)3.5Inchdown-冷送丝(用于装焊丝或调整干伸长)3.焊接操作介绍4.1焊接程序选择说明在PF10A中,焊接程序号有着特定的含义,保护盖上有说明,其中焊丝尺寸为英制显示。第一位数字:表示所使用焊丝的尺寸2-7/32’’(5.6mm)3-3/16’’(4.8mm)4-5/32’’(4.0mm)5-1/8’’(3.2mm)6-3/32’’(2.4mm)7-5/64’’(2.0mm)8-1/16’’(1.6mm)第二位数字:表示所使用电流的类型2-60HZSINEWAVE频率为60赫兹的正弦波3-50HZSINEWAVE频率为50赫兹的正弦波4-CVDC-恒压模式下的直流正接(工件接正)5-CVDC+恒压模式下的直流反接(工件接负)6-CVSQARE恒压模式下的方波7-CCDC-恒流模式下的直流正接(工件接正)8-CCDC+恒流模式下的直流反接(工件接负)9-CCSQUARE恒流模式下的方波4.与设备相关的焊接资料4.2焊接程序库4.2.1程序号的含义Z052802K–软件库的编号05-表示该软件是05年更新的2802-表示该软件更新的作者4.2.2软件库清单4.与设备相关的焊接资料TIME时间Current,VoltageorPower电流,电压或电源Negative负半周CurrentLevel电流水平==Deposition熔敷率Positive正半周CurrentLevel电流水平==Penetration熔深Frequency频率CycleBalance周期平衡==Penetration/Deposition熔深/熔敷率•ThewaveformcanbevariedtocontrolPenetrationandBeadShape变化波形可以控制熔深和焊道形状.•ElectrodeNegativeDepositionwithouttheArcBlowConcerns焊丝负半周熔敷无需担心电弧偏吹4.与设备相关的焊接资料4.3Balance及DCoffsetEffectofWaveBalance波形平衡的作用70%DCPOSITIVEDC+PENETRATION熔深=0.387”50%DCPOSITIVEDC+PENETRATION熔深=0.346”30%DCPOSITIVEDC+熔深=0.242”4.与设备相关的焊接资料EffectofDCOffset直流分量的影响POSITIVE正极=835AmpsNEGATIVE负极=519AmpsPENETRATION熔深=.366”POSITIVE正极=450AmpsNEGATIVE负极=822AmpsPENETRATION熔深=.280”4.与设备相关的焊接资料5.焊接实例此例针对振华港机六弧同时焊接来进行说明。其操作步骤如下:5.1.对主弧控制箱PF10A一号和四号,分别进行下面的设置:5.1.2拨动旋钮2,设置焊接电流为700A。5.1.3拨动旋钮3,设置焊接电压为33V。5.1.4按一下按钮1,按照第二条‘PF10A各项焊接参数的设置’中介绍的方法设定方波频率70Hz,Balance设为65,DCoffset设为5。Arc2balance为65.Arc3balance为65。Arc4为任意值。5.1.5按住储存按钮组的一号按钮2-5秒,将数据保存。5.2.对丛弧控制箱PF10A2,3,5,6,分别进行下面的设置:5.2.1拨动旋钮2,设置焊接电流为700A。5.2.2拨动旋钮3,设置焊接电压为33V。5.2.3按照第二条‘PF10A各项焊接参数的设置’中介绍的方法设定方波频率70Hz,DCoffset设为5。5.2.4按住储存按钮组的一号按钮2-5秒,将数据保存。5.焊接实例5.3.调整埋弧焊机头的角度和位置焊丝干伸长32mm焊枪角度0-3°推角焊枪与底板的夹角:40°5.4.设定焊接速度为22-23Inch/min.5.5.按下启动按钮开始焊接。5.6.按下停止按钮停止焊接.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 zzjj1010
zzjj1010
本文标题:林肯焊机Power-Wave-ACDC-1000操作手册(中文版)
链接地址:https://www.777doc.com/doc-5614296 .html