您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 论文--C型转子式翻车机安装工艺
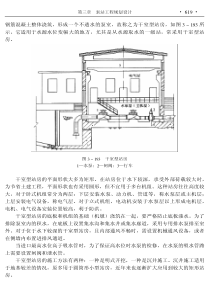
燃煤机组C型转子式翻车机安装工艺及应用朱立平、李庆峰、李凤利(黑龙江省火电第三工程公司黑龙江哈尔滨150000)[摘要]:翻车机也叫铁路货车翻卸机,是散货装卸车机械的一种,在燃煤电厂中应用较为广泛。本文通过对俄罗斯特罗伊茨克国营电站(1×660MW机组)工程#10机组输煤系统C型转子翻车机安装工艺的阐述,意义在于为今后同类型翻车机安装提供一些值得借鉴施工工艺,仅供参考。[关键词]:C型翻车机;安装工艺;应用1、前言俄罗斯特罗伊茨克国营电站(1×660MW机组)工程#10机组,输煤系统翻车机由翻车机本体、重车调车机、轻车调车机、牵车台、夹轨器等几大部分组成。转子式翻车机由一个设置在若干组支承滚轮上的转子构成。当车辆被送入转子内的平台后,通过压车机构压紧车辆,并和转子一同旋转,将散货卸出。转子式翻车机的翻转轴线靠近其旋转轴线的重心,虽然需要较大的压车力和较深的基础,但因重量较轻,耗电量小,生产率较高,故应用比较广泛。2、翻车机结构及特性轻车调车机重车调车机重车调车机轻车调车机翻车机本体翻车机本体非靠车侧压车装置靠车侧压车装置前后侧端盘翻车机本体托辊总成翻车机系统主要设备参数序号名称参数1系统卸车能力1500t/h2荷载能力额定110t,最大120t3翻卸角度正常165°,最大175°4压车梁4对5压车力满足TB/T1335要求6端盘数量2个7两端环间距15米8端环直径8.08米9平台形式整体固定式10平台长度15.94米11靠板型式移动式12重车调车机牵引重量6050t13限界机车不通过翻车机14轨道间距1520mm列车参数:序号名称参数1重列车辆数55辆/列2重列最大牵引重量6050吨/列3空列车辆数55辆/列4空车最大牵引重量1500吨/列5车钩间中心距最大14520毫米,最小13920毫米6车宽最大3220毫米,最小3130毫米7车高最大3500毫米,最小3274毫米操作方式:自动、集中手动、就地。供电:电源:380/220v电源3、翻车机系统卸煤过程C型转子式翻车机可与卸车线上其他配套设备联动实现自动卸车,也可由人工操作实现手动控制。该翻车机系统形式:作业程序简述如下:机车顶送整列煤车进厂,将待卸煤车推送至重车调车机作业范围内,夹轮器夹住,机车摘钩离去,开始翻车作业;启动液压站电机,使压车钩上升到最高位置;重车调车机调车臂落下,后钩和煤车联挂,夹轮器松开;重车调车机牵引煤车前进,当第一辆煤车进入翻车机,第二辆煤车行至接近翻车机端盘处时制动,夹轮器夹住第二辆煤车车轮;人工将第二辆煤车和前面的第一辆煤车摘钩;重调机牵引第一辆满载敞车继续前进,准确定位于翻车机内翻卸位置时制动,脱钩,前行,调车臂抬起,重调机返回,重复上述作业;翻车机本体压车梁下落压住敞车两侧车帮,当压车臂压住、靠板在液压缸的推动下靠向敞车一侧,靠板靠上,重车调车机臂已驶出翻车机后,翻车机开始以正常速度翻卸,在翻卸过程中,车辆弹簧力的释放是通过不关闭液压缸上的液压锁来吸收车辆弹簧的释放能量,翻卸到100度后,关闭液压锁,将翻卸车辆锁住,以防车辆掉道。翻车机继续翻卸直到接近160度左右减速、停车、振动器投入,3秒钟后,振动停止,翻车机以正常速度返回,快到零位时减速,对轨停机,停机后,压车钩开始抬起,靠板后退。当压车梁升到最高位.靠板后退到最后位后;重车调车机牵引第二辆煤车接近翻车机时减速,重调机前钩和翻车机内的空车挂钩后继续前进;第二辆煤车到翻卸位置时制动,后钩摘钩;重调机推送空车离开后,翻车机回转,进行卸车;重调机推送空车到迁车台上定位后摘钩,调车臂抬起,重调机返回,进行下一辆煤车的调车作业;迁车台带着空车移至空车线,对位停稳后,空车调车机推出空车,越过安全止挡器停在空车线上;空车调车机返回起始位置,迁车台返回翻车机出车端。重复上述作业,直至整列煤车全部卸完。空车集结在空车线上,等待机车牵引出厂。4、翻车机本体安装4.1托辊底座的定位4.1.1将有轮缘的一对托辊底座置于进车端,无轮缘的置于出车端,且加油孔均朝外侧。4.1.2按图示1-1的方法找正(注意:a.b.c.d四点应在托辊中心的连线上,尽量靠近托辊,且0a=0b=0c=0d,偏差不得大于0.5mm)图1-14.1.3托辊底座找正后,进行二次灌浆,固紧地脚螺栓。捣实时不得碰动托辊底座。待二次灌浆完全凝固后,强度达到75%以上时,拧紧地脚螺栓。4.2端盘安装4.2.1用砂轮打磨两法兰结合面,使其去掉油漆油污、锈迹使其露出金属光泽。4.2.2将两半圆盘放在搁架上,找正、找平、找圆穿上定位销,拧上高强螺栓,高强螺栓的拧紧扭矩为1700N.m。端盘开口处装上工艺支承,防止吊装过程发生端盘扭曲变形。连接好轨道、齿条。4.2.3吊装进车端端盘在其进车托辊上定位、找正,然后加固支承以防倾倒。4.3安装三大梁4.3.1根据三大梁(托车梁、靠车梁和小纵梁)在空间高低位置,做好足够强度、刚度的搁架,用砂轮打磨法兰结合面,准备吊装三大梁。4.3.2吊装三大梁到各自相应的位置上与端盘上与端盘法兰对好位,带上工艺螺栓,工艺螺栓每隔一个孔带一个。4.3.3吊装出车端端盘,使其在托辊上定位,找正并与相应三大梁法兰定好位,带上螺栓,螺栓每隔一个孔带一个。4.3.4紧螺栓时先紧进车端端盘螺栓。紧螺栓时应对进车端端盘跟踪测量,确保端盘的正确位置。拧紧螺栓时,梁和端盘会产生相对位移,这个位移应是调整梁去迎合端盘,决不允许端盘受到梁的拉力。紧出车端螺栓时,可用行车吊着出车端端盘,吊起高度以端盘未给托辊产生压力为宜,以便端盘向梁移动时,没有给托辊产生侧向力。4.3.5复核端盘及梁的空间位置尺寸,确认无误后,用高强螺栓取代工艺螺栓,高强螺栓的拧紧力矩930N.m。4.3.6松开行车吊钩,拿走三大梁下的搁架,让紧固后的端盘及三大梁自由落在托辊上(由于偏重,防止自重产生旋转的支承不能拆除)。然后按要求检验。4.4传动装置的安装与检验4.4.1基础检验合格后,在地脚螺栓孔两边放置垫铁,用行车把传动装置缓慢就位。(传动装置的电机,减速机和传动小齿轮一般均已找正)4.4.2顶隙不易控制与测量,安装时应控制好销齿与传动齿条的侧隙与顶隙,可用测量法来达到要求。4.4.3为保证在整个小齿轮齿宽上的啮合,用塞尺检查贴合面的间隙,用0.05mm塞尺从两边插入,插入深度不得大于3mm,两边插入深度差不得大于1mm。4.4.4进行二次灌浆,固紧地脚螺栓。捣实二次灌浆层时,不得碰动传动装置。待二次灌浆完全凝固后强度达到75%以上时,拧紧地脚螺母。4.4.5用行车拖动回转机构,检查小齿轮与传动齿条的啮合情况,使其达到啮合要求。4.5其他部件的安装。其他部分的安装包括安装液压站、托车梁上的网板、靠板振动器部分、左右压车臂、端盘配重块、挡煤板等。这些部件的安装顺序可视实际情况确定。靠板振动器和左右压车臂与油缸组装时,不得强行安装,应活动自如无憋劲现象。5、重车、轻车调车机安装5.1导向块与齿条的安装5.1.1导向块(箱体)与齿条的安装十分重要,安装时请注意方向及重调的传动的型式;5.1.2先将齿条和导向块按顺序安放就位(注意导向块的标记),在底座装上地脚螺栓,带上垫圈螺母,(注意留余量,即最终拧紧螺母时螺栓露出螺母上平面2-5扣),将导向块连接好,拧紧螺栓,找平、找正导向块;5.1.3齿条导向块找正。5.1.4将底座下部用垫铁垫牢,并且最上面一块垫铁不得露出底座两侧面。5.1.5将垫铁点焊成一体,重新测量导向块中心线及标高的误差,确认无误后进行二次灌浆,注意灌浆时,应将导向块固定好,以免在灌浆过程中导向块(箱体)发生位移。5.1.6二次灌浆混凝土强度达到85%时,可拧紧导向块的地脚螺栓。5.1.7复查导向块(箱体)中心线及标高误差,并做好正式安装记录。5.1.8行走钢轨的安装钢轨的高度及直线度,高度误差不得大于3毫米,直线度误差不得大于±3mm,检验无误后,扣上压板拧紧螺母,再复查一次,合格后可进行二次灌浆。5.2车体的安装5.2.1地面行走钢轨、导向块与齿条安装完毕后,将车体按图纸方位吊装到位,此时车体减速机上的所有制动器松开,让传动齿轮可用手扳动,以便使齿轮和齿条啮合到位,将导向轮调到最大位置。5.2.2吊装时应尽量使车轮中心对准行走钢轨中心,以减少二次调整量。5.2.3调整弹性行走轮,使车体处于水平状态,四个轮子都能与钢轨接触。5.3行走传动装置的安装5.3.1立式行星减速机的安装(1)将立式行星减速机上面的污物清理干净。(2)将行车大钩吊起减速机(三点起吊可调整),其中一点用3吨或5吨的葫芦吊起,以便于调平,调平后慢慢落入车体减速机的孔中,快到位时注意减速机方向按图纸所示位置对好并将减速机上的孔对准车体上的孔,逐个装上螺丝及垫圈,然后落到位,并拧紧螺丝。(3)此时应检验齿轮齿条之间的侧隙,保证在0.5-1mm之间,注意两端传动单元的侧隙应一致,每个传动单元都应检查并作记录,若侧隙小于规定值,应调整导向轮或车体间隙,以保证啮合间隙。(4)减速机安装完毕后,注入定量的、油质清洁的润滑油,直到油面达到油标中心线偏上一点为止。5.3.2磨擦限矩安全联轴器的调整(1)磨擦限矩安全联轴器是一种机械安全装置,用来保护电机和减速机。(2)将磨擦限矩安全联轴器从电机上拆下,仔细清理干净,使其表面没有油污及其它杂物,重新装好。(3)将磨擦限矩安全联轴器装上专用的调整装置,调整额定磨擦力矩,调整时使用力矩扳手,力矩扳手的整定值为100N.m,并且几台传动单元联轴器的最大之差不得超过5%。(4)将调整好的联轴器装在电机轴上。5.3.3传动电机的安装(1)用行车大钩吊起电机,其中一点用3吨或5吨的葫芦,以便于调整水平。(2)将联轴器上的外齿完全对齐再对准减速机上端半联轴器的内齿,慢慢落下,直至完全进入内齿,此时应按图纸所示方位调整电机位置,对准上下法兰孔,带上螺栓螺母并全落到位,拧紧螺母。(3)安装时应注意各台传动单元的减速机与电动机方向保持一致。5.4导向轮的安装5.4.1将导向轮整体清理干净,去掉车体上面的污物和内圆表面的锈迹和毛刺。5.4.2将导向轮吊平慢慢落入车体安装孔内,由于导向轮轴心与安装孔轴心有20毫米偏心量,若落不下去,可适当转动导向轮使之顺利落位,四个导向轮均以此法安装到位。5.4.3调整导向轮与导向轨道间隙。5.4.4导向轮调整好后,将压铁压上,拧紧上面的螺栓。5.5电缆支架总成的安装及检验。5.5.1先将基础清理干净,用经纬仪测量其中心线及标高误差,中心线偏差在4米内不得大于3毫米,全长范围内不得大于6毫米,标高差全长范围内不得大于8毫米。5.5.2将支架立起垫平(也可用细钢丝拉线找正),带上螺母检验合格后进行二次灌浆。5.5.3将滑道(工字钢)架找正并点焊上,滑道对接处应打磨平滑。5.5.4在滑道上装上一个电缆小车,使其在整个滑道上行走,行走应滚动平稳,无卡死现象。5.5.5将所需电缆整齐排好,两电缆小车间的电缆应用绳子或单股导线编织好,每800-1000毫米编织一道,使之整齐美观,按该台机总行走长度均分电缆小车,将电缆固定在电缆滑车上。5.5.6装上首端装置,用行车将电缆小车逐个吊装到滑道上,将电缆排列整齐,最后装上终端装置,带上钢丝绳子,注意电缆小车间钢丝绳长度比电缆长度短,但总长应满足重调机全行程。5.6液压系统的安装5.6.1液压站落位,找正后点焊在车体上再紧固螺栓。5.6.2液压管道重新清洗一遍,以保证管子内壁清洁,无砂无氧化皮等异物。5.6.3将管子接头,包括软管连接起来,注意装上所有密封圈并拧紧接头,以免工作时泄露。5.6.4打开液压站清洗窗,清洗箱内污物,清洗好后装好清洗窗并加好液压油,至规定油面,还应连接好减速机上制动器油口。6、牵车台安装6.1销齿系统安装,依照图纸在基础上标出双向中心线。6.2以行走轨中心确定销齿架纵向中心线;以行走轨标高确定销齿中心标高。两条销齿架应保持同位。6.3销齿支架定位,带上地脚螺栓,找正、找平销齿,用斜垫铁将各底座调整至标准标高。6.4销齿安装。6.5二次灌浆,待混凝土保养期满后,拧紧螺栓,复查各尺寸。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 maiyeu
maiyeu
本文标题:论文--C型转子式翻车机安装工艺
链接地址:https://www.777doc.com/doc-5655018 .html