您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 市场营销 > 新版(七步法案例)PFMEA
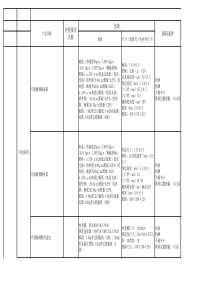
PFMEA-Form公司XXXXXX项目紧固螺丝FMEAIDEN-WI-PXXX生产场所XXXXXX车型年/项目XXXX车型保密等级受控客户XXXXXXFMEA启动日期2020.01.11过程责任XXXXXXFMEA修订日期XXXXXXXXX多功能小组过程(项目)系统、子系统部件元件或过程名称工艺步骤工序编号和名称过程元素人、机、间接材料、环境等过程项目功能(工厂、下游工厂、加工项目、汽车终端用户等)过程步骤和产品的特性功能(定量值是可选的)过程元素和过程特性失效影响FE失效模式FM失效原因FC严重度现行预防控制频度现行探测控制探测度AP行动优先级特殊特性筛选符号(可选)预防措施探测措施责任人计划完成时间状态:开放状态完成状态取消状态改进措施描述实际完成时间严重度频度探测度特殊特性AP目视来料外包装无缺陷/原料无刮伤,无生锈外包装破损/原料刮伤,生锈包装破损供应商没有遵循包装规范要求/运输过程中刮破保护薄膜6所有材料均要求有外包装,无外包装退货处理3目视/核对3L提供包装规范给供应商要求按规范作业目视/核对张锡昭2020/3/10完成状态与供应商协商包依装规范作业2020/3/10611L核对材质证明与来料一致机械性能未能满足要求,导致退货原材料送错供应商送错货或标识错误8来料核对订单,送货单,材质证明书3目视/核对2L★核对材质证明,订单,送货单是否一致目视/核对沈伦玉2020/3/10完成状态供应商每批提供材质证明,我司每批抽检材质成分2020/3/10811L检测来料线径符合图纸要求无法生产线径不合格供应商送错货或标识错误5要求供应商提供出货检验报告并提供记录3目视/核对2L核对供应商提供的出货检验报告与记录目视/核对董茂文2020/3/10完成状态1.核对供应商提供的出货检验报告与记录2.我司每批加严抽检2020/3/10511L检测材质成分符合标准要求机械性能未能满足要求,导致退货材质成分未符合要求供应商出货检验时未检出8来料核对订单,送货单,材质证明书3目视/核对2L★核对材质证明,订单,送货单是否一致目视/核对董茂文2020/3/10完成状态供应商每批提供材质证明,我司每批抽检材质成分2020/3/10811L分析材质符合ROHS环保要求不符合环保要求,违反法律法规,导致客户要求赔偿,投诉,退货无法检出材质是否符合ROHS要求仪器只有分析材质成分功能,无检测ROHS功能9签定环保协议/原材料批号管理/要求提供第三方ROHS检测报告3目视/核对2L!1.要求供应商提供第三方ROHS检测报告2.定期送往第三方机构进行ROHS检测目视/核对孙维辉2020/3/10完成状态1.要求供应商提供第三方ROHS检测报告2.定期送往第三方机构进行ROHS检测2020/3/10921!L核对标签与实物一致发错物料,影响生产标签与实物不符贴错标签,位置放错4仓管定期对库存品抽查3目视/核对2L仓管定期核对库存品进行抽查,盘点目视/核对沈伦玉2020/3/10完成状态每月抽盘一次,每6个月全盘一次2020/3/10421L核对账目与实物一致影响计划生产交期账目与实物数量不符物料使用后未及时处理账目5每月抽查账目准确率3目视/核对2L每天下班前对当天新增出入的帐单与实物盘查确认1次目视/核对沈伦玉2020/3/10完成状态每天确认1次,每月抽盘1次,每6个月全盘1次2020/3/10521L控制原料按先进先出原则发料核对日期按先进先出发料造成呆料,废料增多增加了库存成本未按先进先出原则发料5每月抽查系统帐单3目视/核对2L严格按照先进先出原则发料目视/核对沈伦玉2020/3/10完成状态每月核对系统帐单抽盘盘点一次2020/3/10521L控制表面无氧化生锈检查表面无氧化生锈现象不能使用表面氧化生锈存放时间过长,防护膜破损6每月抽查系统帐单3目视/检查2L严格按照先进先出原则发料目视/核对沈伦玉2020/3/10完成状态每月对防护膜破损的原料重新包装2020/3/10621L控制室内温度:38℃max核对室内温度:38℃max造成产品保存期限缩短室内温度过高室内不通风不佳5增加抽风机或空调2检查/核对2L增加抽风机与空调装置目视/核对沈伦玉2020/3/10完成状态增加抽风机,空调与温控计2020/3/10521L控制室内湿度:80%max核对室内湿度:80%max造成产品保存期限缩短室内湿度过高室内不通风不佳5增加抽风机或空调2检查/核对2L增加抽风机与空调装置目视/核对沈伦玉2020/3/10完成状态增加抽风机,空调与温控计2020/3/10521L作业员产品外观及尺寸符合图纸要求每2H对产品外观及尺寸依图纸进行自检一次搓牙后外观及尺寸不符合图纸要求外观及尺寸不符合图纸要求模具制作有偏差6要求供应商对模具尺寸进行中限管理并提供出货检验报告3目视/核对/检测2L要求模具厂商对每批送过来的模具进行尺寸检验并提供检验报告到我司核对目视/核对董茂文2020/3/10完成状态我司模具按图纸中限尺寸设计,并要求模具厂商对每批模具进行尺寸检验并提供检验报告到我司核对2020/3/10621L3/16一模二冲冷墩机将原料装入冷墩机线模中,线模与线径间隙≤0.1mm,后由送料轮送至定位柱控制长度,再由切刀切断后送至主模进行冷墩成型。设备自动进原料,冷墩,下料搓牙后长度尺寸不符合图纸要求光钉长短不一锁紧螺丝松动6每隔两个小时对锁紧螺丝紧固一次3检查2L★定时对锁紧螺丝紧固一次目视/核对郑子良2020/3/10完成状态要求每隔两个小时作业员对锁紧螺丝紧固一次2020/3/10621L敲击模块头部韧性符合图纸要求测试头部不会断头机械性能未能满足要求,导致退货头部敲击后断头头下R角偏小8修理模具R角位置3检测2L※要求模具厂商对每批送过来的模具进行尺寸检验并提供检验报告到我司核对目视/核对董茂文2020/3/10完成状态严格要求模具厂商按我司图纸尺寸制作2020/3/10821※L金相测试仪头部流线符合冷墩要求测试头部流线符合要求机械性能未能满足要求,导致退货头部流线断层一冲设计不合理8修改一冲相关尺寸3检测2L※重新按要求设计一冲模目视/核对高成2020/3/10完成状态结合经验重新设计一冲模具2020/3/10821※L作业员产品外观及尺寸符合图纸要求每2H对产品外观及尺寸依图纸进行自检一次搓牙后外观及尺寸不符合图纸要求外观及尺寸不符合图纸要求模具制作有偏差6要求供应商对模具尺寸进行中限管理并提供出货检验报告2目视/核对/检测2L要求模具厂商对每批送过来的模具进行尺寸检验并提供检验报告到我司核对目视/核对董茂文2020/3/10完成状态严格要求模具厂商按我司图纸尺寸制作2020/3/10621L螺纹无法锁附到配件中搓牙后牙外径偏大冷墩时光钉直径偏大7将主模模腔尺寸定义在中限并要求供应商提供检测报告3目视/核对/检测2L★将主模模腔尺寸定义在中限并要求供应商提供检测报告目视/核对高成2020/3/10完成状态我司模具按图纸中限尺寸设计,并要求模具厂商对每批模具进行尺寸检验并提供检验报告到我司核对2020/3/10721※L无法满足螺丝通规要求通规不通牙板设计不合理,导致牙中径偏大。7退供应商修模并要求供应商提供检测报告3目视/核对/检测2L★要求牙板供应商严格按标准要求设计牙板目视/核对董茂文2020/3/10完成状态要求牙板供应商严格按标准要求设计牙板并提供检测数据报告2020/3/10721★L无法满足螺丝止规要求止规不止冷墩时光钉直径偏小7将主模模腔尺寸定义在中限并要求供应商提供检测报告3目视/核对/检测2L★将主模模腔尺寸定义在中限并要求供应商提供检测报告目视/核对高成2020/3/10完成状态我司模具按图纸中限尺寸设计,并要求模具厂商对每批模具进行尺寸检验并提供检验报告到我司核对2020/3/10721★L螺纹无法顺利锁附到配件中螺纹边缘有披锋,毛刺牙模调整不良5重新调试牙模3目视/检测2L★首件检查100pcs合格后方可批量生产目视/检查李超文2020/3/10完成状态每次调机后先进行首件检查100pcs合格后方可批量生产,隔2H再检查1次2020/3/10521★L作业员产品外观及硬度性能符合图纸要求目视检测产品外观及仪器检测产品硬度性能符合图纸要求电镀后表面发黑产品外观发黑,表面生锈前处不干净7热处理前先清洗,检查合格才能流入下一工序2目视/检查2L产品需先清洗,检查合格后才能流入下一工序目视/检查热处理供应商2020/3/10完成状态每批产品需先清洗,待检查合格后方可进行热处理2020/3/10711L表面硬度及芯部硬度偏高回火温度低于控制要求8用温控表将回火温度控制在中间值3目视/核对2L※调整回火温度控制在中间值目视/检查热处理供应商2020/3/10完成状态用温控表将回火温度控制在中间值并2H点检一次2020/3/10821★L渗碳时间不够8利用调时器将时间控制在中间值3目视/核对2L※调整渗碳时间在中间值目视/检查热处理供应商2020/3/10完成状态用调时器将时间控制在中间值2020/3/10821★L回火温度高于控制要求8利用温控表将回火温度控制在中间值3目视/核对2L※调整回火温度控制在中间值目视/核对热处理供应商2020/3/10完成状态用温控表将回火温度控制在中间值并2H点检一次2020/3/10821★L将产品固定在专用夹具上并移至硬度机镜头下适当位置(需能够清晰看见产品的表面状况)后启动测试键,再对测试后的凹印进行测量,得到表面硬度漏检同一时间产品批次过多,导致取样时漏掉取样7依来料清单取样,检验后放置判定标识并移至已检区作为区分3目视/检测2L★外协回厂产品需放置在外协待检区,作业员依来料清单取样,检验合格后放置绿色合格标签并移至已检区作为区分目视/检测热处理供应商2020/3/10完成状态外协回厂产品需放置在外协待检区,作业员依来料清单取样,检验合格后放置绿色合格标签并移至已检合格区内,不合格品放红色标签并移至不合格品区域2020/3/10721★L将产品对中剖开镶入镶块后移至硬度机镜头下适当位置(需能够清晰看见产品的表面状况)后启动测试键,再对测试后的凹印进行测量,得到芯部硬度错检未依检验要求核对产品规格7依来料清单与公司图纸对产品外观及尺寸进行测量确认3目视/核对/检测2L★外协回厂的产品依来料清单与公司图纸对产品外观及尺寸进行测量确认规格目视/检测热处理供应商2020/3/10完成状态每批外协回厂的产品需依来料清单与公司图纸对产品外观及尺寸进行测量确认规格2020/3/10721★L作业员产品外观及硬度性能符合图纸要求目视检测产品外观及仪器检测产品硬度性能符合图纸要求电镀后表面发黑产品外观发黑,表面生锈前处理不干净7热处理前需清洗检查合格后才能流入下一工序3目视/检查2L产品需先清洗,检查合格后才能流入下一工序目视/检查董茂文2020/3/10完成状态每批产品需先清洗,待检查合格后方可进行热处理2020/3/10721L将产品固定在专用夹具上并移至硬度机镜头下适当位置(需能够清晰看见产品的表面状况)后启动测试键,再对测试后的凹印进行测量,得到表面硬度漏检同一时间产品批次过多,导致取样时漏掉取样7依来料清单取样,检验后放置判定标识并移至已检区作为区分3目视/检测2L★外协回厂产品需放置在外协待检区,作业员依来料清单取样,检验合格后放置绿色合格标签并移至已检区作为区分目视/检测董茂文2020/3/10完成状态外协回厂产品需放置在外协待检区,作业员依来料清单取样,检验合格后放置绿色合格标签并移至已检合格区内,不合格品放红色标签并移至不合格品区域2020/3/10721L将产品对中剖开镶入镶块后移至硬度机镜头下适当位置(需能够清晰看见产品的表面状况)后启动测试键,再对测试后的凹印进行测量,得到芯部硬度错检未依检验要求核对产品规格7依来料清单与公司图纸对产品外观及尺寸进行测量确认3目视/核对/检测2L★外协回厂的产品依来料清单与公司图纸对产品外观及尺寸进行测量确认规格目视/检测董茂文2020/3/1
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 jiandanshim1706
jiandanshim1706
本文标题:新版(七步法案例)PFMEA
链接地址:https://www.777doc.com/doc-5721082 .html