您好,欢迎访问三七文档
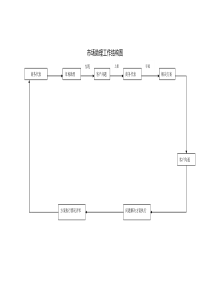
第六章复杂控制系统教学要求:掌握串级控制系统的基本概念、特点了解串级控制系统的设计方法、应用场合掌握比值控制系统的基本概念、特点和设计掌握前馈控制的基本概念,几种结构形式、应用场合掌握均匀控制的基本概念和控制方案掌握分程控制的基本概念和应用中的几个问题掌握选择性控制的基本概念,选择性控制的应用,了解积分饱和及其防止重点:串级控制系统的结构特点及应用场合,比值控制系统的三种形式的特点前馈控制的基本概念分程控制的基本概念选择性控制的应用难点:串级控制系统的结构特点,主、副控制器正反作用的选择动态前馈控制控制阀分程动作关系本章着重介绍各种复杂控制系统的组成、特点、工作过程与工程设计原则。§6.1串级控制系统6.1.1串级控制系统的基本概念串级控制系统的采用了两个控制器,我们将温度控制器称为主控制器,把流量控制器称为副控制器。主控制器的输出作为副控制器的设定,然后由副控制器的输出去操纵控制阀。在串级控制系统中出现了两个被控对象,即主对象(温度对象)和副对象(流量对象),所以有两个被控参数,主被控参数(温度)和副被控参数(流量)。主被控参数的信号送往主控制器,而副被控参数的信号被送往副控制器作为测量,这样就构成了两个闭合回路,即主回路(外环)和副回路(内环)。流量对象设定值控制阀流量控制器干扰测量变送温度控制器温度对象干扰测量变送二、串级控制系统的特点1.改善了对象特征,起了超前控制的作用2.改善了对象动态特性,提高了工作频率3.提高了控制器总放大倍数,增强了抗干扰能力4.具有一定的自适应能力,适应负荷和操作条件的变化6.1.3串级控制系统的设计设计原则。1.在选择副参数时,必须把主要干扰包含在副回路中,并力求把更多的干扰包含在副回路中。2.选择副参数,进行副回路的设计时,应使主、副对象的时间常数适当匹配。3.方案应考虑工艺上的合理性、可能性和经济性。6.1.4串级控制系统的应用场合1.被控对象的控制通道纯滞后时间较长,用单回路控制系统不能满足质量指标时,可采用串级控制系统。2对象容量滞后比较大,用单回路控制系统不能满足质量指标时,可采用串级控制系统。3.控制系统内存在变化激烈且幅值很大的干扰。4.被控对象具有较大的非线性,而负荷变化又较大。6.1.5串级控制系统应用中的问题1.主、副控制器控制规律的选择串级控制系统中主、副控制器的控制规律选择都应按照工艺要求来进行。主控制器一般选用PID控制规律,副控制器一般可选P控制规律。2.主、副控制器正、反作用方式的确定。副控制器作用方式的确定,与简单控制系统相同。主控制器的作用方向只与工艺条件有关。3.串级控制系统控制器参数整定⑴在主回路闭合的情况下,主、副控制器都为纯比例作用,并将主控制器的比例度置于100%,用4:1衰减曲线法整定副控制器,求取副回路4:1衰减过程的副控制器比例度(δ2p)以及操作周期(T2P)。⑵将副控制器的比例度置于所求的数值δ2p上,把副回路作为主回路的一个环节,用同样的方法整定主控制器,求取主回路4:1衰减过程的δ1p和T1P。⑶根据求得的(δ1p)和(T1P)、(δ2p)和(T2P)数值,按经验公式求出主、副控制器的比例度、积分时间和微分时间。⑷按先副后主、先比例后积分再微分的程序,设置主、副控制器的参数,再观察过渡过程曲线,必要时进行适当调整,直到系统质量达到最佳为止。6.2比值控制系统6.2.1概述在生产过程中经常需要两种或两种以上的物料以一定的比例进行混合或参加化学反应。在需要保持比例关系的两种物料中,往往其中一种物料处于主导地位,称为主物料或主动量F1,而另一种物料随主物料的变化呈比例的变化,称为从物料或从动量F2。例如在稀硝酸生产中,空气是随氨的多少而变化的,因此氨为主动量F1,空气为从动量F2。6.2.2常用的比值控制方案1.单闭环比值控制这类比值控制系统的优点是两种物料流量之比较为精确,实施也较方便,所以得到广泛的应用。2.双闭环比值控制为了既能实现两流量的比值恒定,又能使进入系统的总流量F1+F2不变,因此在单闭环比值控制的基础上又出现了双闭环比值控制系统。这类比值控制系统的优点是在主流量受到干扰作用开始到重新稳定在设定值这段时间内发挥作用,比较安全。3.变比值控制系统要求两种物料流量的比值随第三参数的需要而变化。6.2.3比值控制系统的设计1.主、从动量的确定2.控制方案的选择3.比值系数的计算4.控制方案的实施§6.3前馈控制系统一、前馈控制系统的基本概念前馈与反馈控制比较。前馈控制是一种按干扰进行控制的开环控制方法,当干扰出现以后,被控变量还未变化时,前馈控制器(也称前馈补偿装置)就根据干扰的幅值和变化趋势对操纵变量进行控制,来补偿干扰对被控变量的影响,所以相对于反馈控制,前馈控制是比较及时的。6.3.2前馈控制系统的几种结构形式1.静态前馈控制系统2.动态前馈控制系统静态前馈控制系统虽然结构简单,易于实现,在一定程度上可改善过程品质,但在扰动作用下控制过程的动态偏差依然存在。对于扰动变化频繁和动态精度要求比较高的生产过程,对象两个通道动态特性又不相等时,静态前馈往往不能满足工艺上的要求,这时应采用动态前馈方案。动态前馈与静态前馈从控制系统的结构上看是一样的,只是前馈控制器的控制规律不F1CF2CF1F2同。动态前馈要求控制器的输出不仅仅是干扰量的函数,而且也是时间的函数。要求前馈控制器的校正作用使被控变量的静态和动态误差都接近或等于零。显然这种控制规律是由对象的两个通道特性决定的,由于工业对象的特性千差万别,如果按对象特性来设计前馈控制器的话,将会种类繁多,一般都比较复杂,实现起来比较困难。一般采用在静态前馈的基础上,加上延迟环节和微分环节,以达到干扰作用的近似补偿。3.前馈-反馈控制通过前面的分析,我们知道前馈与反馈控制的优点和缺点总是相对应的,若将其组合起来,构成前馈-反馈控制系统,这样既发挥了前馈控制作用及时的优点,又保持了反馈控制能克服多个扰动和具有对被控参数进行反馈检测的长处,因此这种控制系统是适合于过程控制的较好方式。6.3.3前馈控制系统的应用场合1.系统中存在着可测但不可控的变化幅度大,且频繁的干扰,这些干扰对被控参数影响显著,反馈控制达不到质量要求时。2.当控制系统的控制通道滞后时间较长,由于反馈控制不及时影响控制质量时,可采用前馈或前馈-反馈控制系统。§6.4均匀控制系统一、均匀控制的概念在石油化工生产中,采用连续生产方式,各生产过程都与前面的生产过程紧密联系。前一设备的出料往往是后一设备的进料,而后者的出料又源源不断的输送给其他设备做进料。于是产生了前后设备之间的供求矛盾和协调问题。解决前后工序供求矛盾,使液面和流量的变化互相兼顾均匀变化,这就是均匀控制系统的目的。怎样才算达到均匀控制系统的目的呢?通过以上讨论,液位和流量两个参数的变化应满足如下要求:1.两个参数在控制过程中都应该是变化的,且变化是缓慢的。2.两个参数必须在允许的范围内变化,均匀控制要求在最大干扰作用下,液位在塔釜的上下限内波动,而流量应在一定的范围内平稳渐变,避免对后段工序产生较大的干扰。二、均匀控制方案1.简单均匀控制图从结构上看,与一般单回路液面控制系统无异,但从本质上看,两者是有区别的,区别主要在于控制器的控制规律选择及参数整定问题上。2.串级均匀控制系统克服阀前后压力变化的影响及液位自衡作用的影响效果较差。为了克服这一缺点,可在原方案的基础上增加一个流量副回路,即构成串级均匀控制。串级均匀控制系统所用仪表较多,适用于控制阀前后压力干扰和自衡作用较显著而且对流量的平衡要求又较高的场合§6.5分程控制系统一、分程控制系统的基本概念由一个控制器的输出信号分段分别去控制两个或两个以上控制阀动作的系统称为分程控制系统。分程控制方案中,阀的开闭形式,可分同向和异向两种,如图6.22和图6.23所示。同向或异向规律的选择,全由工艺的需要而定。控制阀分程动作(同向)图6.23控制阀分程动作(异向)二、分程控制系统的应用设计分程控制有两方面的目的,一是扩大控制阀的可调范围,以改善控制系统的品质;二是满足工艺上的特殊需求。1.用于扩大控制阀的可调范围2.用于控制满足工艺上操作的特殊要求分程控制还能解决生产过程中的一些特殊要求。10020601000阀压/kPa阀阀阀开度(%)BA20601000阀压/kPaA阀B阀阀开度(%)10010020601000阀压/kPa阀开度(%)20601000阀压/kPaB阀阀开度(%)100B阀A阀A阀例6.1图6-24所示是间歇反应器的温度分程控制系统。当例6.2罐顶氮封分程控制系统。在有些生产过程中,有许多存放各种油品或石油化工产品的贮罐都建在室外,为使这些油品或产品不与空气接触,被氧化变质,或引起爆炸,常采用罐顶充氮气的方法与外界隔绝。采用氮封技术的要求是,要始终保持贮罐内的氮气压呈微量正压。当贮罐内贮存物料量增减时,将引起罐顶压力的升降,应及时进行控制,否则将使贮罐变形,甚至破裂,造成浪费或引起燃烧、爆炸危险。因此,当贮罐内液面上升时,应停止继续补充氮气,并将压缩的氮气适量排出。反之,当液面下降时,应停止放出氮气而需补充氮气。为满足工艺这种要求,设计了图6.26所示的分程控制系统。分程控制本质上是简单控制系统,有关控制器控制规律的选择及其参数整定可参照简单控制系统处理。但由于两只控制阀两个控制通道特性不同,可能引起广义对象特性的改变,所以控制器参数整定只能兼顾两种情况,选取一组比较合适的参数。PC排空气关阀“B”“A”气开阀N2N2冷水TC蒸汽“B”气开阀“A”气关阀1000.020.060.1“B”“A”0MPa气关阀气开阀阀开度(%)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 guobin19851030
guobin19851030
本文标题:复杂控制系统
链接地址:https://www.777doc.com/doc-5799750 .html