您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 轮胎成型、裁断设备关键控制点
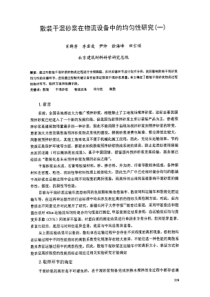
序号工序设备名称关键部位检修重点达到标准检修频次66减速机体无泄漏,箱内润滑油适量油位控制在油标范围内1次/月67检查主机运行平稳,无噪音;减速机温度不超标减速机油温<45℃1次/天68检查各传动链条、链轮、齿轮的啮合情况及磨损情况,磨损严重的必须更换齿厚磨损<1/51次/年69检查主机刀刃和中裁裁刀刀刃的尖锐性保证锋利1次/15天检查修边刀刃保证锋利1次/天70检查链条及同步带、传送带的张力适度1次/天71传送带检查各段传送带是否跑偏,是否完整无偏差无磨损1次/天72检查气动三联体无漏油、压力指示正常、排污效果好;清洁;输出压力>7Bar1次/天73检查风管、风缸、电磁阀、接头是否完好,保证电磁阀动作准确、无漏风无泄漏1次/天74调偏系统检查导开纠偏、中裁刀纠偏、卷取纠偏是否灵敏有效灵敏有效1次/天75液压站检查油泵工作是否正常;油泵、油管无堵塞无泄漏无堵塞无泄漏1次/天76接头装置检查自动接头装置运行性能,保证减速开关灵敏可靠接头良好1次/天77贴胶片装置检查贴胶定位无偏差,压辊压合效果好定位准确1次/天78检查控制柜内各种元件运行是否正常;检查空调运行是否正常;保证柜内清洁无杂物温度<38℃1次/天79检查安全光栅、急停开关是否灵敏灵敏可靠1次/天80检查各处传感器、接近开关、磁性开关等固定是否良好、动作是否灵敏灵敏可靠1次/天81导开卷取检查导开车、卷取车工作是否正常,保证车轮灵活、塑料垫布张力稳定;调偏效果良好灵敏有效1次/天设备检查维护关键控制点电控系统成型工序风控系统主裁断机斜裁直裁82三鼓、四鼓检查反包杆是否完好无变形,锁紧皮筋至少两条且完好完好1次/周83检查锁块胶囊使用性能完好,保证不粘胎;反包速度一致、反包压力稳定三鼓反包气缸压力<0.65Bar1次/天84检查主机箱、副机箱同步带张力及运行情况不跑偏1次/天85检查丝杠是否松动,运行无异响运行平稳1次/天86检查锁块升降速度,保证两侧一致偏差<2″1次/天87检查离合器、联轴器、刹车效果无丢转1次/天88检查副鼓瓦块完好不松动晃动量<1mm1次/月89检查各处灯标定位是否准确无偏差偏差<1mm1次/天90检查减速机定位良好无晃动1次/周91检查定位开关头固定良好,反应灵敏灵敏可靠1次/周92三鼓、四鼓检查定长装置定位是否准确定长误差<1mm1次/天93三鼓、四鼓检查调偏系统工作效果,保证精度调偏误差<0.5mm1次/天94检查零度储线辊、各输送带、同步带运行流畅,不跑偏不跑偏1次/天95检查裁刀及刀板无变形、无磨损刀刃锋利1次/周96检查超声波裁刀固定是否良好,保证裁断精度无偏差1次/周97检查复合件裁断角度符合工艺要求<22°1次/周98检查定中心检测镜头固定良好,无松动无偏差偏差<0.5mm1次/周99检查加强层输料辊及各传送带、同步带运行流畅,不跑偏不跑偏1次/天100检查后压装置、丝杠是否松动,紧固各处螺栓;导轨润滑良好;两侧压辊保证对称一致晃动量<3mm,对称度<1mm1次/天101检查后压涡轮蜗杆啮合正常,齿轮无磨损;丝杠传动正常,丝杠和螺母无磨损磨损量<1/51次/月102检查带束层传递环瓦块位置恰当,固定良好定位可靠1次/天103检查移动丝杠、分合丝杠定位是否准确,丝杠不缺油,无磨损。定位误差<1mm1次/天104检查真空杯齿条杆完好,无磨损<1/10齿厚1次/月105检查并紧固钢圈夹持爪各连接固定螺栓,保证夹持爪定位准确钢圈根部,无偏差1次/天成型机主机供料架后压装置成型鼓、带束层鼓、胎体鼓成型工序四鼓转鼓带束层供料架传递环106检查胎体吸盘真空杯接触良好无磨损无磨损1次/周107检查电缆履带运行流畅,无断裂、不别劲现象完整1次/周108检查风源是否清洁,油雾器、过滤器工作正常,保证空气中无水、压力充足风源压力≥0.75MPa1次/天109检查风管、风缸、电磁阀、接头是否完好,保证电磁阀动作准确、无漏风无泄漏1次/天110检查各机构电机、减速机温度正常1次/天111检查驱动器变频器温度正常1次/天112检查各处安全防护装置、急停开关灵敏可靠响应时间≤0.1S1次/天113检查控制柜空调运行效果,保持各级电控柜内卫生清洁,各种原件无灰尘温度小于40°无灰尘1次/周114检查电加热器温度控制是否正常实际与设定温差≤5℃1次/周115检查各处传感器、接近开关、磁性开关等固定是否良好、动作是否灵敏灵敏可靠1次/天成型机成型工序传递环风控装置小于45°控制系统
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 珈蓝色狼
珈蓝色狼
本文标题:轮胎成型、裁断设备关键控制点
链接地址:https://www.777doc.com/doc-5803789 .html