您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 4炉管焊接热处理方案
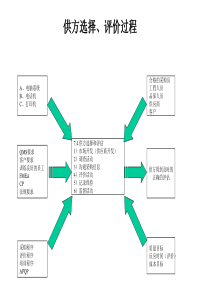
东营市胜星化工有限公司180万吨/年加氢裂化项目120万吨/年连续重整装置胜星四合一加热炉(炉管F-201-F204)热处理方案编制:审核:批准:江苏炎鑫科技股份有限公司2015年04月第0页共13页目录1、概述...........................................................................................................................................11.1适用范围...........................................................................................................................11.2编制依据...........................................................................................................................12、工程概况...................................................................................................................................13、作业准备...................................................................................................................................13.1技术准备及施工准备........................................................................................................13.2热处理人员........................................................................................................................23.3热处理机具........................................................................................................................23.4热处理材料........................................................................................................................23.5安全器具............................................................................................................................34、施工方法...................................................................................................................................44.1热处理流程图....................................................................................................................44.2预热....................................................................................................................................64.3焊后热处理........................................................................................................................65、质量保证措施...........................................................................................................................85.1质量目标...........................................................................................................................85.2质量保证措施...................................................................................................................86、HSE措施..................................................................................................................................96.1总则...................................................................................................................................96.2安全施工的具体措施.....................................................................................................106.3工作危险性分析.............................................................................................................11第1页共13页1、概述1.1适用范围东营市胜星化工有限公司180万吨/年加氢裂化项目120万吨/年连续重整装置本施工方案适用于、四合一加热炉炉管焊接施工。1.编制依据2《管式炉安装工程施工及验收规范》SH/T3506-20073《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》SH3085-19974《石油化工铬钼耐热钢焊接规程》SH/T3520-20045《钢制压力容器焊接规程》JB/T4709-20006《钢制压力容器焊接工艺评定》JB/T4708-20007《承压设备无损检测》JB/T4730-20058《锅炉压力容器压力管道焊工考试与管理规则》9《石油化工施工安全技术规程》(SH3505-1999)10《金属里氏硬度试验方法》GB/T1739411《绝热用硅酸铝棉及其制品》GB/T16400-199612公司Q/HSE体系文件及类似工程施工经验2、工程概况东营市胜星化工有限公司连续重整装置四合一加热炉(F201~204)项目落座与山东省东营市广饶县大王镇工业园区内。四合一加热炉长30米、宽15米、高75米(钢结构高度为46米)四合一加热炉安装总重量约为2311吨(含非金属),江苏炎鑫公司承接整台加热炉的现场安装,四合一加热炉西侧、南侧重整装置在建,北侧为加热炉预制场地、有消防通道。3.作业准备3.1技术准备及施工准备3.1.1项目工程开工前,作业指导书审批完成。由中国石油天然气第七建设公司宁夏项目部焊接技术组提供施工记录图、施焊部件材质规格、焊接接头编号、预热及热处理工艺;第2页共13页编制热处理工艺卡、技术交底、安全交底,在施工前对参加作业人员进行安全技术交底,并且交底与被交底人进行双方签字。3.1.2施工材料,设备,仪器,开工前到达现场并经计量检定合格。3.1.3环境必备条件:工作环境要做好防风、防雨、防雪措施,且要符合安全操作的条件(施工场所无易燃易爆物品)。作业场所应放置足够数量的灭火器材并设置“高温防止烫伤”、“有电危险”等警示牌;作业场所附近无易燃易爆物品(应遵守施工场所对电器设备、易燃易爆物品的安全规定)。3.1.4施工场地平整、无杂物,现场施工脚手架验收合格后方可使用。热处理设备到施工场所的通道畅通,不得堆放杂物。3.1.5焊接接头加热区以外每侧500mm不得有易燃物和承重钢丝绳、承重支架等。焊后焊件表面不得有焊瘤、焊渣,飞溅要清理干净,焊工自检表面合格。3.2热处理人员序号作业人员数量资格要求1热处理技术员1大中专及以上文化程度。1.负责完成委托热处理项目的前期准备,现场预热及热处理,结果通知等工作,降低成本。2.应熟悉相关规程,熟练掌握、严格执行规程,组织热处理人员的业务学习。3.对施工工序(程序)进行检查,发现质量或工艺问题有权督促施工人员进行返修,并记录备案。4.负责完成热处理资料整理并通过水压资料检查和整体资料移交。5.负责对热处理操作人员的安全技术交底并完全负责操作人员的安全工作及现场的文明施工。6.密切配合监理、甲方进行的工作质量检查,协调并保持与之关系融洽。7.负责完成热处理仪器设备的日常维护保养,掌握设备的健康状况,使设备在良好的状态下运行。8.对热处理专业的新设备、新标准、新方法不断学习提高。负责本专业员工的专业技能培训工作。9.尊重和支持SHE检查人员工作,服从SHE人员监督和指导。2热处理工1初、高中及以上文化程度,持热处理操作1.热处理工必须持有热处理资格证发上岗证,持证上岗。2.发现施工人员违章作业,有权制止,并及时向有关领导汇报。3.协助专业主管进行班组施工场所的安全检查和施工项目开工前施工条件的检查。4.做好班前交底,班组小结,保证施工记录完整准确。5.协助专业主管随时跟踪、检查焊接热处理质量,做好施工记录,收集、汇总、整理焊接热处理资料及时提交竣工移交第3页共13页证资料。6.尊重和支持SHE检查人员工作,服从SHE人员监督和指导。7.尊重甲方、监理,做到有礼有节。3热处理辅助工1经安全、技术培训合格1.能独立操作;2.严格执行江苏炎鑫项目用工制度。3.3热处理机具序号名称型号精度等级数量备注1远红外温度计MTⅠ级2台计量合格并在有效期内2里氏硬度仪HT2000A/1台计量合格并在有效期内3K型热电偶Φ0.3长0.5米Ⅱ级1根计量合格并在有效期内4记录仪EL100-060.5级2台计量合格并在有效期内5手提式控温仪60KW/2台计量合格并在有效期内6热处理WCK-60KW--0306厘米/1台3.4热处理材料序号名称规格单位数量备注1硅酸铝纤维毯7200*610*30卷202绝缘胶布盘203电解无尘石棉布8000*1000*2卷5800℃以上3.5安全器具序号名称规格单位数量备注1安全带条32安全帽个33工具袋个24安全带自锁器个25安全警示牌个26接地线双色米503.6.热处理后进行硬度检查。硬度试验合格后,填写完工通知单,反馈委托方以便进行下道工序委托。4.施工方法第4页共13页4.1热处理流程图3.现场环境委托方或管理部门5.审核通过不符合符合未通过4.编制工艺卡2.核查、接收委托1.委托单8.预热7.工前准备(包括材料设备)16.焊后外观检查6.安全、技术、质
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 tikeyw
tikeyw
本文标题:4炉管焊接热处理方案
链接地址:https://www.777doc.com/doc-5837352 .html