您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 综合/其它 > 12 最终镀铝线传动自动化系统技术协议_R00
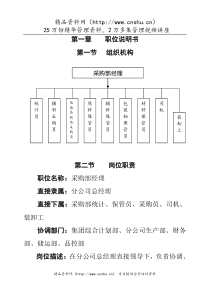
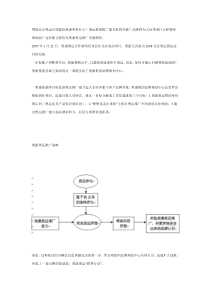
唐山恒通集团涂镀板有限公司12#1250mm连续热镀铝生产线电气传动及自动化系统技术协议甲方:唐山恒通集团涂镀板有限公司乙方:天津红日电气自动化有限公司目录第一部分:总体说明................................................................................1一、工艺参数:..................................................................................................1二、生产要求......................................................................................................1第二部分:传动系统................................................................................2一、说明..............................................................................................................2二、供电方案......................................................................................................2三、通讯方案......................................................................................................3四、交流控制装置..............................................................................................4五、控制方案......................................................................................................5六、接地和屏蔽要求........................................................................................11七、元件选型及设计要求................................................................................12八、传动系统供货清单....................................................................................14第三部分:自动化系统...........................................................................26一、设备及工艺说明........................................................................................26二、系统构成....................................................................................................26三、自动化系统网络图....................................................................................27四、系统配置与功能........................................................................................28五、系统主要功能描述....................................................................................31六、自动化系统供货清单................................................................................35第四部分技术保证及其他....................................................................37一、技术保证值................................................................................................37二、资料交付....................................................................................................37三、乙方工作范围............................................................................................37四、工程进度....................................................................................................38五、验收............................................................................................................38六、其他............................................................................................................38第五部分传动系统单线图....................................................................39一、变频调速系统单线图................................................................................39二、MCC单线图..............................................................................................48唐山恒通集团涂镀板有限公司12#1250mm镀铝线传动自动化系统技术协议1/58第一部分:总体说明根据恒通公司12#1250mm连续热镀铝生产线提供的基本技术参数及工艺要求,经双方协商就该镀铝线传动系统和自动化系统控制方案达成协议。一、工艺参数:1.原料:Dmax=1500mm,Dmin=800mm;Dcore=508-610mm,钢卷重量:25000kg;带钢宽度:800-1250mm;带钢厚度:0.25-0.6mm2.运行速度:入口段:140m/min,工艺段:120m/min,出口段:140m/min穿带速度:30m/min3.升速时间:17s降速时间:17s急停时间:11s4.入口侧开卷机张力最大值:450kg化学处理段张力最大值:600kg入口活套张力最大值:700kg加热炉内张力最大值:750kg风冷段张力最大值:1200kg光整机张力最大值:4000kg拉矫机张力最大值:6000kg出口活套张力最大值:700kg卷取机张力最大值:1500kg5.成品:Dmax=1500mm;Dmin=800mm;Dcore=508-610mm,钢卷重量:10000kg;带钢宽度:800-1250mm;带钢厚度:0.25-0.6mm二、生产要求1.年生产能力:15万吨2.最大-最小小时产量:22-6吨/小时3.有效作业率:97.2%唐山恒通集团涂镀板有限公司12#1250mm镀铝线传动自动化系统技术协议2/58第二部分:传动系统一、说明本部分技术协议包括生产线中所有调速和不调速交流电动机的传动控制装置。传动装置选用西门子公司原装MASTERDRIVE系列调速装置,控制系统为全数字控制,可自由编程,完全能满足带钢连续加工机组工艺对传动系统的要求,加上通讯板,系统的控制指令和系统所有的运行状态及实际值信号均可经通讯由上位PLC进行控制和显示。本电气控制系统采用先进的全交流、全网络、全数字控制系统。二、供电方案1.主传动由一台整流变压器供电,整流变压器1000KVA10KV/0.4KV。变频调速主传动采用公共直流母线对变频调速装置供电,供电电源为500kW整流单元。见调速系统单线图。2.辅传动配电变压器2台,提供全生产线上交流不调速电机、电机风机、泵站、气刀和变频风机的电力供给。选用电力变压器容量:入口段1600KVA,10KV/0.38KV;出口段2500KVA,10KV/0.38KV。辅助设备供电采用由低压配电室提供各用电点电源。3.低压配电回路:设总进线开关柜两台,MCC组合柜两组,在MCC组合柜中设配电回路。见MCC单线图。唐山恒通集团涂镀板有限公司12#1250mm镀铝线传动自动化系统技术协议3/58三、通讯方案传动系统与上位PLC之间用PROFIBUS通讯,为此,每套交流传动装置中均设有一块CBP2通讯板。S辊主从辊之间的通讯用Peer-Peer协议。主PLC配置2路通讯网板,1路主传动;1路辅机和现场ET200远程站。上级PLCPROFIBUS传动装置CBP传动装置CBP6SE70Peer-Peer6SE70通讯示意图ET200ET200唐山恒通集团涂镀板有限公司12#1250mm镀铝线传动自动化系统技术协议4/58四、交流控制装置西门子公司MASTERDRIVE6SE70系列交流调速装置的特点及技术数据参见附录中的样本。西门子公司6SE70系列交流调速装置具有以下功能:转矩限幅电流限幅电流调节器预控制器励磁电流调节器自优化功能监控和诊断功能开关量输入/输出功能模拟量输入/输出功能网络通讯功能唐山恒通集团涂镀板有限公司12#1250mm镀铝线传动自动化系统技术协议5/58五、控制方案1.开卷机和卷取机系统开卷机和卷取机为交流电机开卷机和卷取机采用基于最大力矩原则的间接张力控制,系统配备带卷绕控制软件的工艺板T400,完成系统的张力控制,卷径计算和动态过程中的力矩补偿,断带保护。力矩精度5%,响应时间小于10ms。控制系统示意图见下图:唐山恒通集团涂镀板有限公司12#1250mm镀铝线传动自动化系统技术协议6/582.活套系统活套电机经常处于堵转状态或极低转速运行状态,控制采用间接张力控制方式,张力实际值由电机电流换算得到。为了解决在冲、放套过程中钢带张力不稳定的问题,在系统控制中引入了速度补偿信号对活套系统进行补偿。张力信号、速度信号和补偿信号通过PROFIBUS网从上级PLC获得。控制系统示意图见下图:唐山恒通集团涂镀板有限公司12#1250mm镀铝线传动自动化系统技术协议7/583.直接张力控制S辊主辊采用直接张力控制方式,张力反馈信号取自测张仪器,速度环之外为张力环,张力调节器和速度调节器均为比例积分,张力调节器的输出信号做为速度调节器速度给定的补偿信号,通过调节电动机的转速来维持张力的恒定。为了保证在整个轧
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 jiangbo05
jiangbo05
本文标题:12 最终镀铝线传动自动化系统技术协议_R00
链接地址:https://www.777doc.com/doc-5908063 .html