您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 大件设备吊装方案(10.22修改后)
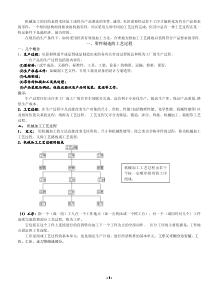
-1-A2建设监理规范用表施工组织设计(方案)报审表(第号)工程名称:中冶南方(黄石)制氧项目部编号:致:武汉威仕监理公司(监理单位)我方已根据施工合同的有关规定完成了大件设备施工方案的编制,已经我单位上级技术负责人审查批准,请予以审查。附:大件设备施工方案承包单位(章)项目经理日期专业监理工程师审查意见:专业监理工程师日期总监理工程师审核意见:项目监理机构总监理工程师日期本表由承包单位填报,一式四份,经监理单位审批后,项目法人、承包单位、监理工程师及监理存档各一份。-2-中冶南方黄石28000m3/h制氧机工程大件设备施工方案编制:审核:批准:编制单位:上海十三冶黄石制氧项目部编制日期:2010年10月10日-3-1编制依据1.1GB50231—2009《机械设备安装工程施工及验收通用规范》1.2开空设计图纸:1.3主吊车250吨型性能说明。1.4QUY50A型50吨履带吊性能表。1.5冷箱基础图、空冷塔、水冷塔、设备图纸。1.6整体平面布置图。1.7开封空分设备设计制造相关工厂标准汇编。2工程概况2.1概述中冶南方黄石28000NM3/h制氧机工程,由开空进行主体设计,生产能力28000NM3/h,产品主要有氧、氮、氩等气体(液体)。需要进行吊装的主要设备见表2.1-1,设备外形尺寸见图2.1。主要设备表表2.1-1序号名称直径(mm)高度(MM)重量(kg)1下塔与冷凝蒸发器350020835354802上塔下段352810830101803上塔中段352412440228804上塔下段352410180163705粗氩I塔下段247416550178106粗氩I塔中段247413080165707粗氩I塔上段322817740232808粗氩II塔下段24749450101809粗氩II塔上段2470153801758010其它小型容器-4-11水冷塔3500155302120012空冷塔3160224703790013吸附器35095冷箱设备基础标高+700mm,塔器均安装在设备底座上,设备底座标高均为+700mm。冷箱内部分容器还需要现场焊接,主塔分四段进行焊接,粗氩塔Ⅱ分两段,粗氩塔I分三段、精氩塔分两段,其它小型容器为整体供货。3.工程特点3.1需要吊装的设备较大、较长,塔器最长22.5米,最重35.5吨。3.2需要对容器进行现场对接,焊接难度较大。3.2施工机械大型化,需1台250吨履带吊主吊,1台50吨履带吊递送进行吊装,运输车辆能力超出35吨。3.3施工组织难度大,需要多方面协调施工。3.4施工材料用量大。为满足吊装施工条件需用大量道木、路基箱、大直径钢丝绳、吊具。3.5由于使用多台大型起重、运输、施工机械,所需施工场地及运输道路要占用大面积的场地,而且设备运输道路、放置及吊装区域需进行填渣压实处理。4设备吊装准备工作4.1容器基础已经进行工序交接,并复测合格,对基础验收合格。4.2冷箱钢结构安装情况:下塔与冷凝蒸发器、粗氩塔I下段、上塔下段、粗氩塔I中段、蒸发器吊装前,冷箱前面、左面、右面的结构安装到+29m,后面的结构安装到+16m;对粗氩塔Ⅱ下段、粗氩I塔上段、上塔中段吊装前,前面、左面、右面结构安装到+45m,后面结构安装到+29m。对粗氩II塔上段和上塔上段吊装前,前面、左面、右面结构安装到+61m,后面结构安装到+45m。4.3容器运输场地处理方案4.3.1容器运输线路-5-冷箱内容器运输到工地门口外空旷位置暂停,然后按照吊装顺序,容器由大门进入,经过办公区域及冷箱拼装区域,到达指定地点。空冷塔、水冷塔、分子筛运输从施工场地南侧公路由侧门进入施工现场,到达指定区域。4.3.2道路与场地铺设为了保证容器平稳运进现场,不受到颠簸、碰撞,塔器的运输和放置需要场地和道路的平整。由于现场场地不平整,所以对场地需要进行平整铺垫,道路铺垫后,使用压路机对路进行压实。道路铺垫的层数分二层:第一层铺设大颗粒碎石,厚度为300mm;第二层铺设小颗粒碎石,厚度为100mm。道路处理后,由运输公司及吊车司机验收。4.3.3主吊车站位处基础处理4.3.3.1冷箱内设备吊装主吊车吊装中心位置位于冷箱基础东北侧。1)在设备运输道路、放置位置进行填渣压实处理的同时,对主吊车吊装站位部位进行填渣压实处理。2)由于主吊车站位处标高高于地面标高,为了使吊车能上基础顶部,需用铺设一个斜坡,其坡度小于10度(坡度一定要小于吊车的爬坡),必要时在斜坡上铺设路基箱。3)空冷塔、水冷塔吊装、主吊车站在分子筛基础处、吊装分子筛时、主吊车站在分子筛基础南侧。4)主吊车站位处基础处理后,需经吊车司机验收确认。4.4吊装机械及索具的准备吊装所用的机械和索具按照方案要求准备就绪,能进行正常运转,满足吊装要求。吊装机械进场后验收合格,满足吊装要求。-6-4.5吊装人员准备参加吊装作业的人员必须持证上岗。对参加吊装作业的人员进行专项安全技术交底和吊装方案交底。4.6吊装方案需经有关部门审批。4.7容器上的防风措施已准备就绪。冷箱内容器吊装时,为了方便吊装,冷箱的东侧结构(也是吊车站位的方向)未封闭完全,所以为了确保容器吊装的安全,需加设防风措施。具体做法:制作一个比容器直径略大的抱箍(目的是为了让抱箍与容器表面的接触面可以垫上石棉布等其它软物品,保护容器不被损伤),在塔器起吊前固定于其适当高度,容器吊装就位后用钢丝绳及与冷箱钢结构或者周围基础上设定的锚固板连接固定。防风绳的设置:各个容器的防风绳设在附近的结构或基础上。防风绳选用直径为16mm的钢丝绳,用钢丝绳夹进行紧固。吊装空冷塔、水冷塔时,设备就为后需要设置揽风绳,每台设备设置三根揽风绳,均匀分部,揽风绳固定在附近的基础上,或临时设置地锚。设备调整后及时进行一次灌浆。吊装分子筛设备时及时进行底板焊接。4.8测量仪器(见第8节中)准备就绪。4.9容器已到达现场,并提前作好吊装准备确认工作。4.10容器支架已安装检查确认完,支架法兰模板已制作好,并在容器到达时用模板检查容器法兰的方位是否正确。4.11根据管口方位图确认容器的吊装就位方位,并在容器法兰盘上做出00、900、1800、2700的标记。4.12起吊前容器上的临时抱箍及防风绳、拖拉绳准备安装就位,并对其进行安全性检查。5.吊装程序和吊装方法5.1冷箱内设备吊装顺序:下塔→蒸发器→过冷器→粗氩I塔下段→粗氩塔I塔中段→上塔下段→粗氩II塔下段→粗氩I塔上段→上塔中段→粗氩II塔上段→上-7-塔上段。空冷塔、水冷塔、分子筛等单独吊装。分子筛的吊装采用汽车吊进行吊装,由于分子筛为卧式结构,固采用单机吊装方法吊装就位。吊装分子筛的汽车吊采用80吨汽车吊进行吊装。空冷塔、水冷塔的吊装采用100吨汽车吊与50吨汽车吊双机配合吊装。其它小型设备的吊装,如:电加热器、蒸汽加热器、水泵、膨胀机、液体泵等的吊装采用单机吊装的方法吊装就位。设备吊装前和设备吊装后应定期进行基础沉降观测。5.2吊装方法所有容器的吊装均采用一机主吊,一机递送的方法,主吊车选用250吨履带吊,递送吊车选用QUY50A型50吨履带吊。5.3吊车技术条件:5.3.1主吊车性能型号:QUY250型制造厂:日本神户制钢所起重量/工作幅度:250000Kg/4m吊臂长度:主臂15.25-88.4m吊臂长度:副臂12-36.55m行驶速度:1.2/0.8Km/h最大爬坡度:17°自重:203000Kg外形尺寸(长×宽×高):9.045×7.52×3.675(m)5.3.2辅助吊车性能表型号:QUY50A制造厂:抚顺挖掘机制造有限责任公司最大额定起重量:50吨-8-吊臂长度:13~15米行使速度:1.1km/h爬坡能力:20°自重:50吨外形尺寸(长×宽×高)5490×4300×3080(mm)5.3.3主吊车吊装技术条件(1)下塔与冷凝蒸发器、粗氩塔I下段、上塔下段、粗氩塔I中段、蒸发器吊装:臂杆长度62m,吊钩配置65吨,自重1.1吨。吊钩限位长度1.5m。(2)粗氩塔Ⅱ下段、粗氩I塔上段、上塔中段吊装:臂杆长度71m,吊钩配置65吨,自重1.1吨。吊钩限位长度1.5m。(3)粗氩II塔上段和上塔上段吊装:臂杆长度71m,吊钩配置65吨,自重1.1吨。吊钩限位长度1.5m。5.3.4辅助吊车吊装技术条件。臂杆长度:25m。吊钩配置50吨,自重0.57吨。5.3.5主吊车起重能力详见吊装附图5.3.6递送吊车的起重能力工作半径:R=5.5m起重量:26.55吨工作半径:R=6.0m起重量:23.32吨工作半径:R=7.0m起重量:18.48吨5.3.7钢丝绳技术条件5.3.7.1吊装扁担用钢丝绳技术条件钢丝绳型号6×37+FC,d=48mm,全长:(含琵琶扣)8m,自重64㎏钢丝绳公称抗拉强度:1470Mpa。-9-钢丝绳最小破断拉力:1080KN。由公式:P.n=δ0得:P=35.3/4=8.83吨,n=1080/8.83*9.8=12吊装最大件空冷塔安全系数:12﹥6,其他容器同样吊装满足要求。5.3.7.2吊装空冷塔用钢丝绳技术条件:钢丝绳型号:6×37+FCd=38mm,全长:(含琵琶扣)10m,自重50㎏。钢丝绳公称抗拉强度:1470Mpa。钢丝绳最小破断拉力:626KN。吊装空冷塔安全系数:7。5.3.7.3由于空冷塔为最重设备,根据计算,吊装其它设备钢丝绳满足吊装要求。5.3.8主、辅吊车在吊装过程中的动作过程5.3.8.1主吊车动作过程主吊车在塔器由水平到竖起的过程中的动作趋势是以起钩为主。当塔器竖起递送吊车摘钩以后,调整、找正塔器管口方位,然后起钩到就位所需高度(注意保持塔器最低部位与塔器支架上平面间有500mm的安全距离)。转杆到位后回钩使所吊塔器就位。待塔器与其支架或地脚螺栓的连接螺栓全部拧紧后摘钩,该塔器吊装作业完成。5.3.8.2辅助吊车动作趋势辅助吊车与主吊车将被吊装塔器抬起500mm后随着主吊车的起钩,辅助吊车以向前走车为主。在走车过程中保证所吊塔器不碰地面;钩保持垂直,待塔器竖起后摘钩,该塔器吊装作业完成。5.4空冷塔、水冷塔、分子筛吊装空冷塔、水冷塔的吊装采用双机配合抬吊、分子筛采用单机吊装就位。6塔器校正6.1各塔器底部的法兰盘面垂直于塔体轴中心。-10-6.2各塔器支架上表面用不锈钢垫片找平,各垫片间相对误差小于0.2mm。垫片宽100mm,长度与塔器法兰宽度相等。6.3塔器吊装就位后塔器与支架间的连接螺栓拧紧后,塔器初调工序完成,主吊车摘钩,塔器吊装完成。7塔器组对和焊接本工程需要进行现场组对的设备有:下塔与上塔下段组对、上塔中段与下段组对、上塔上段与中段组对、粗氩I塔下段与中段组对、粗氩I塔中段与上段组对、粗氩II塔上段与下段组对,精氩塔组对。7.1上部塔体在吊装前在下部塔体周围点焊10块铝板,使上段塔体能准确的吊装就位。7.2上部塔体吊装就位后,在冷箱适当位置,设置揽风绳;7.3用专用组对工具,调整上下塔体对中尺寸,使中心线位置符合设计图纸要求;按塔内直径制作所需的复合衬圈,在吊装上段前,放入下段内,点焊完毕后,再进行下步组对工作;由于接口处有组焊专用工具的摩擦力存在,不能判断吊点的作用力,我们将选用10T千斤顶调整焊缝间隙至合格位置(在上下塔体焊缝两侧合适位置点焊4块80×200mm铝板,放置千斤顶);7.4塔器周围设二块挂线坠的支架,以备测量垂直度、钢丝沿塔壁延伸至底部焊口并记录顶部钢丝距离(要求垂直度:粗氩塔、精氩塔、上塔垂直度偏差不大于2mm,下塔垂直度偏差不大于1.5mm、及主换热器垂直度偏差为1.5/1000,总长不超过10mm);7.5将整个塔壁错边量调整合适后并点焊固定,确保垂直度;7.6塔器组对焊缝坡口采用破口形式“V”,上坡口角度为40°,下坡口角度为40°(见下图);-11-嵌入式不锈钢垫板氩塔及上塔上、下段组对坡口形式主冷和上塔下段对接坡口形式7.7采用对焊方式的、在塔器内部铺设塑料布,做好打磨焊口以及对焊准备工作;7.8打磨组对焊口处,并清理内部残渣至干净为止,方可进入下道工序;7.9如垂直度、等分线、焊缝间隙、坡口
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 landhunter
landhunter
本文标题:大件设备吊装方案(10.22修改后)
链接地址:https://www.777doc.com/doc-6037101 .html