您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 造纸印刷 > 焊膏印刷简介及缺陷分析
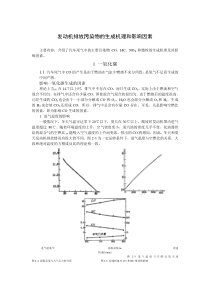
1目录1引言……………………………………………………………………………………12总体方案设计…………………………………………………………………………12.1方案一………………………………………………………………………22.2方案二………………………………………………………………………23分电路设计和论证…………………………………………………………………23.1温湿度控制模块……………………………………………………………23.11键盘显示系统…………………………………………………………33.12报警系统……………………………………………………………………43.2焊膏印刷工艺……………………………………………………………53.21焊膏印刷缺陷问题及处理………………………………………………………73.22如何提高焊膏印刷质量………………………………………………………94软件设计……………………………………………………………………………144.11程序流程图………………………………………………………144.12子程序流程图…………………………………………………………164.21程序……………………………………………………………………………174.22各子程序…………………………………………………………………185软硬件系统的调试…………………………………………………………………216附录…………………………………………………………………………………237参考文献……………………………………………………………………………242焊膏印刷简介及缺陷分析摘要:焊膏印刷的工艺设计到印刷机、焊膏、印刷用漏模板等各种复杂的因素和焊膏印刷工艺过程及参数,同时它也是SMT生产中的关键工序,影响着PCB组装板的焊接质量。关键词:焊膏印刷工艺焊膏印刷缺陷焊膏印刷质量环境温湿度1.引言在电子装联(SMT,也称表面贴装或表面安装)技术中,焊膏印刷就是在印制电路板(PCB)上元件安放处印刷焊膏,依靠焊膏的粘性将元件暂时固定,接着进行热熔焊接(通常在气相或红外炉内完成),焊膏在加热至熔点后液化,并在重力和表面张力作用下铺展,冷却后便将元件与印刷电路板连接在一起。目前用于焊膏印刷的方法主要有注射滴涂、丝网印刷和网版(漏模板)印刷三种。注射滴涂是采用专门的分配器或手工来进行的,采用桶状焊膏,一般适合小批量生产。丝网印刷是采用尼龙或不锈钢丝状材料编成丝网,并在上面刻出图形,把焊膏漏印到PCB板上,一般适合组装密度不高的中小批量生产。网版印刷是目前最常用的方法,它采用黄铜或不锈钢钢片,在上面刻出图形,把焊膏印刷到PCB板上。焊膏印刷的目的不是要得到艳丽悦目的图文阶调和层次,而是要保证精确地分配焊膏,得到准确的焊膏印刷位置和最佳的焊膏沉积厚度,为下一步的元件热熔焊接奠定基础。焊膏印刷是SMT生产中关键工序之一,据统计,在SMT生产中出现的缺陷和故障中,60%以上都与焊膏密切相关。在焊膏印刷中,除了要注意网版制作质量、选用合格的印刷电路板和配套的印刷机外,正确选用印刷适性良好的焊膏也是印刷质量的保证印刷电路板(PrintedCircuitBoard)简称PCB,又称印制板,是电子产品的重要部件之一。用印制电路板制造的电子产品具有可靠性高、一致性好、机械强度高、重量轻、体积小、易于标准化等优点。几乎每种电子设备,小到电子手表、计算器,大到计算机、通信设备、电子雷达系统,只要存在电子元器件,它们之间的电气互连就要使用印制板。在电子产品的研制过程中,影响电子产品成功的最基本因素之一是该产品的印制板的设计和制造。在电子技术发展的早期,电路由电源、导线、开关和元器件构成。元器件都是用导线连接的,而元件的固定是在空间中立体进行的。随着电子技术的发展,电子产品的功能、结构变得很复杂,元件布局、互连布线都受到很大的空间限制,如果用空间布线方式,就会使电子产品变得眼花缭乱。因此就要求对元件和布线进行规划。用一块板子作为基础,在板上规划元件的布局,确定元件的接点,使用接线柱做接点,用导线把接点按电路要求,在板的一面布线,另一面装元件。这就是最原始的电路板。这种类型的电路板在真空电子管时代非常流行,由于线路都在同一个平面分布,没有太多的遮盖点,检查起来容易。这时电路板已初步形成了“层”的概念。焊膏是一种组成成分复杂的焊接材料,具有流变特性和其它物理化学性能,在电子电路表面组装技术(SMT)中,用来实现表面组装元器件的引线与印制板焊盘的导电连接。焊膏印刷的工艺过程涉及到印刷机、焊膏、印刷用漏模板等各种错综复杂的因素和焊膏印刷工艺过程及参数,其中环境的温度和湿度也对焊膏印刷的质量产生着影响。这需要一个控制环境温度和湿度的系统来帮助进行调整,使其达到焊膏印刷工艺所需周围环境适当的温度和湿度,再进行焊膏印刷工艺,并最终通过这些工艺使得焊膏印刷质量提高。本次通过8051单片机设计一个的温湿度控制系统,对给定的温湿度进行控制并实时显示,其中温湿度信号各有四路,系统采用一定的算法对信号处理以确定采取某种控3制手段。2总体设计方案通过查阅大量相关技术资料,并结合自己的实际知识,我主要提出了两种技术方案来实现系统功能。本次方案是设计焊膏印刷环境的温湿度的控制系统,在工艺所需适当的温湿度下,再进行焊膏印刷工艺,并通过这些工艺使得焊膏印刷质量提高。首先为了更精确的反映焊膏印刷环境周围的温度和湿度,取温湿度各4路信号采样简单平均处理作为其温度和湿度。在分辨率达到的前提下,温湿度的精度为1%。系统启动后,输入焊膏印刷工艺环境所需的温度上限与下限温度值。输入完之后,系统自动求出中间值,然后根据实际温度的情况采取相应的方案。如果该时刻的实际温度值低于焊膏印刷环境所需的下限温度值时,系统立即启动报警装置,且系统处于升温状态,直到实际温度达到输入的上下限温度的中间值一定区间内时停止升温。反之,如果实际温度值高于所设定的上限值时,系统也会立即启动报警装置,且系统处于降温状态,直到实际温度达到焊膏印刷工艺周围环境的上下限温度的中间值一定区间内时停止降温。最终通过达到焊膏印刷工艺的周围环境所需要的适当温度,再进行焊膏印刷工艺的各个环节。焊膏印刷技术原理:它是SMT生产中的关键工序,它采用了已经制好的网板,用一定的方法使丝网和印制板直接接触,并使焊膏在网板上均匀流动,由掩膜图形的形状从网孔脱落到印制板的相应焊盘图形上,从而完成了焊膏在印制板上的印刷。2.1方案一选择中间值作为控制参数,防止升温——降温——升温的死循环,因为温度低于下限时会一直升温,可能导致温度高于上限系统又开始降温,这样系统便一直重复升温——降温——升温过程,导致设备在某一个温湿度点附近频繁的启停,使设备寿命下降,而且没有实际意义。2.2方案二选择中间值的一定区间,是防止达到中间值时,采取了停止升温或者降温措施,温度还是会持续上升或下降一会儿。这时候温度可能不是正好在中间值处,系统便还是采取升温或者降温的措施,所以本方案选在中间值的正负一度区间内,认为此区间内都是适合的,不产生任何控制动作变化,这样就能解决设备频繁启停问题。所以选择方案二。3.分电路设计和论证3.1温湿度控制模块温湿度判断控制模块也是系统的核心模块之一,所谓判断控制模块,就是对焊膏印刷工艺周围的环境输入的温度和湿度与当前环境内的实际温湿度进行比较,先进行判断,然后再进行控制,控制模块是决定系统将要进行什么工作的。如温度高于上限时需要降温,低于下限时需要升温,同时还要启动警报等等。如下图3-1所示,为其电路模块图。4图3-1焊膏印刷时的最佳工作温度为20℃~25℃,相对湿度为(40~60)%RH,温度过高,焊膏容易吸收水汽,在再流焊时产生锡珠。而产生锡珠现象是表面贴装生产中主要缺陷之一,它的直径约0.2mm~0.4mm,主要集中出现在片状阻容元件的某一侧面,不仅影响印制板产品的外观,更为严重的是由于印制板上元件密集,锡珠的存在会造成产品短路故障。产生锡珠的原因与焊膏的正确选用关系极大,当然也有其他一些因素。焊膏中的金属含量、氧化物含量、金属粉末的粒度,以及焊膏在印制板上的印刷厚度等都影响着焊锡珠的形成。焊膏印刷时的最佳工作温度为20℃~25℃,那对于这样的温度如何测量并控制呢?温度测量与控制电路是在实际应用中相当广泛的测量电路。从温度的采集到与设定温度的比较,再到控制过程都是模拟信号,在显示电路中,将模拟信号转换成数字信号。其系统方案原理框图如下图3-1-1所示:图3-1-1(1)温度传感器:金属具有随着温度的升高电阻值增大的特性,其温度系数一般为(3000~7000)*0.000001/10-6℃。制作测温电阻的材料除了铂以外还可以是铜活镍等,而铂的纯度大于99.999%,是最佳的测温材料。所以采用铂测温电阻。电阻与温度的关系一般可以表示为Rt=Rto[1+α(t-t0)]式中,Rt为t℃时的电阻值;Rto为温度为0℃时的电阻值;α为电阻率温度系数。铂测温电阻的基本电路如图3-1-2所示:5电路的输出:Eout=R1·ΔR·VIN/(R1+R0+ΔR)(R1+R0)由于分母中有ΔR项的存在,在恒定条件下工作除了传感器的非线性误差外,还有恒压电路产生的误差,使得误差变得更大。为此在恒压下工作必须要有线性校正电路。输出电压:由上式可知,在恒压条件工作时,输出电压依赖于R1和Vin。当R1=22KΩ,Vin=10V时,在(0~100)℃范围为10575mV/℃,为了得到10mV/℃的输出,运放放大器的增益应为6.349倍。对于A/D转换器先经过滤波放大信号的输出作为A/D转换的模拟量输入,再进入引脚,引脚D0~D9作为数字信号输出,再经过滤波放大的电压信号输入时,经过转换就可以输出9位二进制的数字信号。将这9位数字信号的高8位与最低一位相加,从而将转换精度提高。(2)电压比较器LM324是四运放集成电路,它采用14管脚双列直插塑料(陶瓷)封装,外形如图所示。它的内部包含四组形式完全相同的运算放大器,除电源共用外,四组运放相互独立。每一组运算放大器可用图1所示的符号来表示,它有5个引出脚,其中“+”、“-”为两个信号输入端,“V+”、“V-”为正、负电源端,“Vo”为输出端。两个信号输入端中,Vi-(-)为反相输入端,表示运放输出端Vo的信号与该输入端的相位相反;Vi+(+)为同相输入端,表示运放输出端Vo的信号与该输入端的相位相同。LM324的引脚排列见图3-1-3所示:图3-1-3lm324功能引脚图(3)控制电路由于通过温度传感器测得温度后,将温度值转化为电压值,因此,利用电压值之间的大小关系就可以控制温度的大小。我们调节温度是将其转化为电压的形式,通过改变电压值来实现控制温度与被测温度的比较。所以,就要求控制温度电路中,其温度-电压之间的关系与测量电路中的一致。并且,我们利用LM324电压比较器来完成控制电路6的核心控制,由于比较器最小输入电压差为40mV,而温度测量中输出电压精度在5mV,因此需要加大电阻以提高电压值,以实现两个电压的正常比较。控制电路图3-1-4如下:温度控制选择可通过电位器W2来实现.通过调节W2可使其中间头的电压在0—1.65V之间的范围内变换,对应的控制温度范围为0—165℃,完全可以满足焊膏印刷周围环境的温度控制。将开关K打在2的位置,电位器W2中间头的电压经过电压跟随器A后送到数显表头输入端来显示控制温度数值。其中间头的电压与电位器W2中间头的电压分别送入比较放大器B(放大倍数为1)的反相及同相输入端,B输出端的电压为二输入电压之差.此电压对应两个设定的温度值之差.例如将W1调至0.10V,对应温度10℃;将W调至O.20V,对应温度20℃.B的输出电压为0.25V,表示温度25℃.此电压与集成温度传感器输出的电压送到电压比较器C中进行电压比较.当温度传感器输出的电压小于B的输出电压时,C输出高电平。当温度传感器输出的电压大于B的输出电压而小于A的输出电压时,表明实际温度已接近控制温度,C输出低电平,电压比较器D输出高电平。当实际温度上升到25℃以上时,温度
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 a866123
a866123
本文标题:焊膏印刷简介及缺陷分析
链接地址:https://www.777doc.com/doc-61062 .html