您好,欢迎访问三七文档
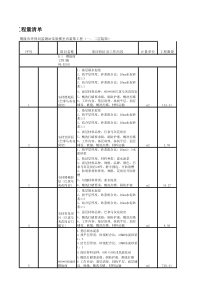
-1-热轧工艺润滑技术(一)工艺润滑机理及应用1前言热轧工艺润滑技术1957首先在美国获得成功应用,板带热轧机上的运用已有较长的历史,日本应用该技术已超过30年,宝钢1580mm,2050mm热轧在90年代已应用此技术。采用热轧润滑技术,不仅可以降低能耗,提高生产率,降低轧辊成本和改善带钢表面质量,而且可使带钢的晶粒组织得以改善,使之具有理想的深冲性能。随着产品品种扩大,用户对产品要求提高,短流程连铸连轧工艺的发展以及市场对厚度小于1mm热轧带钢需求的增加,热轧润滑技术已引起广泛注意并得到普遍应用。目前,随着高速钢轧辊的使用,热轧润滑技术更显得重要。实践证明,如果采用高速钢轧辊,在同样条件下,轧制力有所增加;欲减少轧制力,热轧润滑是最有效的手段。在日本,欧洲等多家工厂正在研究热轧润滑的生产应用。在欧洲,世界上轧制润滑油生产的主要厂商正与钢厂合作研究“高速钢轧辊和热轧工艺润滑”这一课题。2热轧工艺润滑机理及作用2.1热轧工艺润滑机理热轧工艺润滑是一个动态过程,在变形区高温,高压,高速状态下润滑油所起的变化难以实验模拟,其中一种意见认为热轧时,在辊缝中严酷的工作条件下,轧辊表面极易磨损,因而导致表面产生凹-2-坑和麻点;而凹坑和麻点又加剧磨损,造成恶性循环,轧辊因磨损而迅速报废。如果能在轧件进入辊缝之前,在轧件表面喷涂润滑物质,形成润滑膜,尽管这层膜有一小部分可能在进入辊缝前即被高热的轧件烧掉,但大部分还是被咬入辊缝,在工作辊和轧件的接触面上形成一层薄薄的润滑膜。虽然油膜与轧辊的接触时间只有百分之几秒的暂短瞬间,但是油膜在烧掉之前可以起到润滑作用,可减轻轧辊磨损,避免很快出现凹坑和麻点。由于现代热轧工艺特点是高温,高压,高速,热轧工作辊辊面瞬时温度可达600∽700℃,经冷却散热而稳定在50∽80℃,因此,为适应热轧工艺特点,热轧润滑油应具有以下特性:(1)具有高极性分子的构成,在轧辊表面有极好的湿润性,可迅速形成均匀的薄层润滑膜,降低摩擦,减少磨损。(2)润滑膜粘着力强,具有瞬时抗高压能力,可在辊缝中提供稳定而极好的润滑,可防止或减少在工作辊和支撑棍上形成氧化物。(3)在辊缝中润滑膜可阻止轧辊和轧件的直接接触,避免在高温下轧辊和轧件间形成粘着。(4)轧机出口带钢上的残余润滑油要在尽可能短的时间内燃烧尽,防止残油遗留在带钢表面上,形成新的污染物。(5)润滑油有具高的闪点和热分解稳定性。2.2热轧工艺润滑的作用在热轧轧制中应用润滑技术具有明显的优越性:-3-(1)可降低热轧时轧辊与轧件间的摩擦系数无润滑时的摩擦系数一般为0.35。采用有效润滑时的摩擦系数可降至0.12。(2)可降低轧制力,容易轧制薄规格带钢一般可降低轧制力10%~25%,从而降低了能耗。(3)可减少轧辊消耗和储备,提高作业率在热轧条件下,工作辊与带钢和冷却水接触会生成Fe3O4和Fe2O3等硬度很大的氧化物,其粘在轧辊表面,使轧辊生成黑暗色的表面,即黑皮。黑皮是造成轧辊异常磨损的主要原因。采用热轧润滑后,轧辊与轧件之间被一层边界润滑膜隔开,可防止轧辊表面产生黑皮,减少轧辊磨损,延长工作辊的使用周期;可减少换辊时间,提高轧制作业率,减少工作辊储备量。同时也减少了支撑辊的磨损和储备量。(4)可减少氧化皮压入,改善轧辊表面状态采用热轧润滑后,由于轧辊与轧件之间被一层润滑膜隔开,防止轧辊表面黑皮产生,因而提高了产品的表面质量,也提高了酸洗效率。(5)可延长轧制公里数,减少换辊次数,增加作业时间。3.热轧工艺润滑出现和应用背景3.1热轧轧辊材质的改变及热轧工艺润滑的出现近年来,市场对热轧板带的质量要求越来越高。为了适应这一需求,生产厂商大力开发新品种,生产特殊钢、高强度钢、易加工钢和极薄带钢等产品,并致力于全面提高板带的行状、尺寸精度和表面质量,因而-4-出现了HC轧机,PC轧机,CVC轧机等新型轧机。为了提高生产率,出现了连铸连轧、自由规格轧制、粗—精轧连续轧制(无头轧制)、高速连轧等新的轧制方法。随着这些技术和设备的日益成熟和应用范围的扩大,热轧工作辊的工作条件将越来越严酷,而为了保证质量,提高作业率,又要求轧辊耐用,具有长寿命。为了达到这一要求,人们首先致力于开发新材质的高耐磨轧辊,以延长轧辊使用周期。同时,将减少轧辊磨损、延长其使用寿命的研究作为重点。在这种背景下,热轧润滑得到了日益增多的研究和应用。精轧机前几架,对于轧辊的耐表面缺陷性能要求很高。在轧制薄规格、超低碳钢等高负荷条件下,轧辊易出现表面缺陷,轧制不锈钢时易出现辊面热粘着。对于精轧机的后几架,轧辊的耐表面缺陷性能最重要。因此,在轧辊材质方面,要进行不断的改进。到20世纪80年代以前,精轧机组的前几架主要使用高碳镍铬耐磨辊和高铬工作辊。自90年代起,开始使用高速钢轧辊,最近先进的热轧机几乎全部使用高速钢轧辊。精轧机组的后几架,在八九十年代主要是使用高碳镍铬铸铁耐磨辊,目前主要使用高速钢轧辊。粗轧机组的轧辊在要求耐磨、耐表面缺陷的同时,还要求良好的咬入性能。原来以高镍铬锻钢辊为主,近年来也开始试用高速钢轧辊。到目前为止,对于板带热精制机组,高速钢轧辊具有良好的耐磨、耐表面缺陷及强韧性等优良的综合性能,其使用范围日益扩大。由于其高温硬度、耐磨性、耐表面缺陷及强韧性均很高,轧辊平均寿命是原来-5-各种材质轧辊的3~7倍,因而可保证轧件的表面质量,提高板厚精度。由于其耐磨性好,可抗局部磨损,便于实现自由规程轧制。而且,使换辊次数减少,作业时间延长,作业率提高,并减少了轧辊消耗和储备。广泛使用高速钢轧辊,是轧制工具的一个明显的进步。但是,高速钢轧辊也有明显的缺点,即摩擦系数大,辊面凸度难于控制。由于摩擦系数大,则轧制力大,采用高速钢轧辊,在同样条件下,会使轧制力增加10%~20%;欲减少轧制力,保证设备负荷,采用热轧工艺润滑是最有效的手段,如果使用高速钢轧辊,则更需要采用热轧工艺润滑。3.2热轧工艺润滑的特殊要求在热轧工艺润滑的开始阶段,并没有专用的热轧润滑油,只是使用普通矿物油加动物油作为热轧润滑油。而且没有根据不同的轧机、轧件的材质和轧辊材质对润滑油进行选择,而是只要具有良好的给油稳定性、良好的润湿性和附着性即可。随着轧制技术的进步,轧辊和轧件质量的提高,对热轧润滑油的要求开始细化,并且要求越来越高。自80年代开始,陆续出现了各种性能不同的专用热轧工艺润滑油。如QUAKER公司的NHB–18–H–1,和QUAKERHB–18KT两种油品分别用于精轧前后机架,根据油品不同,被选择用于粗轧、精轧前几架,或是精轧后几架;用于高速轧制,或是高润滑轧制;而且对油的浓度也进行探索,各有不同,2050mm热轧油的浓度为3%,而1580热轧油的浓度为0.4%,对应于不同的轧辊材质,考虑主要是用于轧制一般钢材时防止热粘着,还是用于轧制不锈钢材时防止-6-热粘着,根据不同品种。90年代后期,随着高速钢轧辊进入生产实用,又出现了专门适用于该种轧辊的热轧润滑油。表1是按照热粗轧、热精轧前几架、后几架区分的轧制负荷条件及轧辊磨损情况统计。在热粗轧和热精轧前几架容易因氧化铁皮而产生黑皮,形成表面缺陷,轧制不锈钢时易产生热粘着。热精轧后几架不产生氧化铁皮,以磨损为主。对不同的轧制条件,选择适用的轧辊材质,例如:使用高镍铬和高铬轧辊时,氧化铁皮形成的黑皮可以提高轧辊的耐表面缺陷性能和耐磨损性能,因此要尽量利用黑皮。图1是各种材质的轧辊和黑皮的高温硬度。黑皮的高温硬度很高,具有良好的耐磨损性能。但是如果黑皮过度增厚,则易形成龟裂和剥落,造成更严重的轧辊表面缺陷,高速钢轧辊具有很高的高温硬度,与黑皮相接近,即使没有黑皮也有良好的耐磨性能,所以高速钢轧辊要控制黑皮的形成。氧化铁皮具有耐磨性能,但是容易形成辊面缺陷。在轧制薄规格不锈钢时,由于氧化铁皮易落入辊缝中,造成板面麻点,因此,要求根据不同的轧制轧件材质,选用适宜的热轧润滑油.表1热粗轧、精轧的工作辊负荷和磨损情况统计类别粗轧精轧前段后段前几架后几架轧制力轧制速度/ms-1单位轧制力/Mpa轧辊温升/℃1~610~12500~5502~412~22550~6002~825~60600~6508~2550~100650~750轧辊材质锻钢、铸钢高镍铬铸钢高铬铸钢高铬铸铁高速钢高镍铬铸铁高速钢-7-轧辊的表面损伤表面损伤剥落形成黑皮-脱落轧不锈钢热粘着其他表面缺陷—容易产生黑皮—粗轧后段产生凹坑其他轧辊表面缺陷因轧辊材质和负荷条件不同而不同多发生于精轧的前几架不产生黑皮多发生于精轧的前几架精轧后段产生凸凹裂纹和咬入热冲击折叠轧件厚时因咬入冲击形成——折叠多发生于精轧后段磨损在精轧的后段磨损严重热轧工艺润滑对于减轻轧制负荷和减少轧辊磨损有明显的作用。随着产品表面质量要求的提高,热轧润滑对于现代化板带轧制的作用日益重要。(二)热轧润滑效果1热轧工艺润滑在我国的应用效果-8-热轧工艺润滑在我国已得到广泛应用,它的效果也被大家认可,现以我国某厂板带热连轧机采用热轧工艺润滑技术后所取得明显效果为例,见表2。从表2可以看出,辊耗降低50%。同时,也降低了轧制力和轧制力矩,见表3。表2我国某厂热连轧机使用润滑前后工作辊磨损情况机架号使用轧制油未使用轧制油磨损量/mm磨削量/mm磨损+磨削量/mm磨损量/mm磨削量/mm磨损+磨削量/mm卜F1上0.160.200.360.150.250.40下0.070.200.270.180.400.58F2上0.150.300.450.161.551.71下0.170.300.470.221.601.82F3上0.110.110.220.080.200.280.060.150.210.320.200.52F40.270.600.870.360.500.860.280.600.880.280.751.03F50.230.450.680.320.450.770.280.450.730.250.500.75F60.240.500.740.380.450.830.180.400.580.460.500.96F7上0.110.150.200.161.751.91下0.110.250.360.161.751.91平均0.1750.3290.5040.2500.7751.025折算每100KM0.3680.6911.0590.2501.8402.090注:使用轧制油时轧制重量1297t,轧制长度47.6km;未使用轧制油:时轧制重量1230t,轧制长度42.0km。-9-表3热连轧机使用润滑前后的轧制力和主电机电流对比注:有润滑:来料厚度40mm,宽度1263mm,成品厚度2.03mm,宽度1233mm;最大轧制速度16.48m/s。无润滑:来料厚度40mm,宽度1055mm,成品厚度2.03mm,宽度1025mm;最大轧制速度16.48m/s。采用热轧润滑后明显降低轧辊磨损,换辊一次的轧制量可以增加40%~50%,每天可以减少换辊次数1.5次,年纯轧时间增加112h。使用润滑后,钢板表面的氧化皮细孔状况大为改善,明显提高了产品的表面质量,减少酸洗时间和耗酸量。按年轧制240万t钢板,每吨钢消耗轧制油0.16L计算,去掉购买轧制油的费用后,直接减少轧辊采购费用和电费1800万元。将提高作业率和提高产品表面质量的效益计算上去,年总经济效益超过4000万元。我国热轧工艺润滑自1996年宝钢1580mm热轧引进日本三菱技术,同时也引进了热轧工艺润滑技术和设备,接着宝钢2050mm热轧,珠钢连铸连轧,鞍钢1780mm热轧,一钢1780mm热轧,攀钢1450mm热轧,梅山1422mm热轧,太钢1549mm热轧等等也相继采用了热轧工艺润滑有润滑无润滑机架号轧制油流量/Lmin-1电流百分比/%单位电流/A轧制力/KN单位轧制力/MPa轧制油流量/Lmin-1电流百分比/%单位电流/A轧制力/KN单位轧制力/MPaF10.15860.06971774014.390810.0821588015.00F20.20900.07301866015.130880.0861595015.56F30.2
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 entaniya
entaniya
本文标题:热轧工艺润滑
链接地址:https://www.777doc.com/doc-6138956 .html