您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > BGA不良分析、改善报告
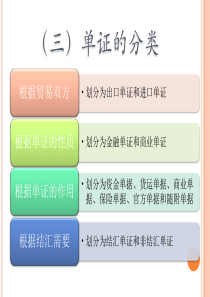
BGA不良分析、改善报告史泓基目录一.概述二.BGA上线质量情况简介三.导致BGA不良的各种原因分析、以及对应预防措施四.典型不良案例分析五.双面BGA设计注意事项跳转跳转跳转跳转一.概述当前BGA(BallGridArray球栅阵列封装)在电子产品中已有广泛的应用,在我司实际生产应用中,由于物料不良、制程管控、返修难度高等因素,导致BGA器件失效率高,严重影响产品质量,甚至影响我司高端产品开发进度。如何提升BGA质量,已经成为当前PCBA质量改进中首要课题。本文主要针对BGA失效原因及质量提升方法进行分析,并提供相应失效原因的解决办法,为提高含BGA元件PCBA合格率提供技术参考。希望能为公司当前在生产制造含BGA产品中遇到的问题,提供帮助。BGA有不同类型,不同类型的BGA有不同的特点,只有深入了解不同类型BGA的优缺点,才能更好地制定满足BGA制程要求的工艺,才能更好地实现BGA的良好装配,降低BGA的制程成本。BGA通常分为三类,每类BGA都有自己独特的特点和优缺点:1、PBGA(PLASTICBALLGRIDARRAY)塑料封装BGA其优点是:①和环氧树脂电路板热匹配好。②焊球参与了回流焊接时焊点的形成,对焊球要求宽松。③贴装时可以通过封装体边缘对中。④成本低。⑤电性能好。其缺点是:对湿气敏感以及焊球面阵的密度比CBGA低2、CBGA(CERAMICBGA)陶瓷封装BGA其优点是:①封装组件的可靠性高。②共面性好,焊点形成容易,但焊点不平行度交差。③对湿气不敏感。④封装密度高。其缺点是:①由于热膨胀系数不同,和环氧板的热匹配差,焊点疲劳是主要的失效形式。②焊球在封装体边缘对准困难。③封装成本高。3、TBGA(TAPEBGA)带载BGA其优点是:①尽管在芯片连接中局部存在应力,当总体上同环氧板的热匹配较好。②贴装是可以通过封装体边缘对准。③是最为经济的封装形式。其缺点是:①对湿气敏感。②对热敏感。③不同材料的多元回合对可靠性产生不利的影响。二.BGA上线质量情况简介统计数据查阅附件:从统计情况看:1.试产机型BGA不良率:12.9%;2.量产机型BGA不良率:0.85%3.PCB板不同供应商之间存在差异;4.OSP工艺直通率高于ENIG工艺;返回对BGA不良原因,我公司对BGA焊接不良原因分析较少,缺乏必要的分析工具和材料。以下是赛宝实验室提供数据:BGA开裂占:19%(BGA本身可焊性)PCB上锡不良:17%(PCB焊盘氧化、污染、分层、漏电、腐蚀等)焊点开裂占:16%(贴装工艺、热撕裂、空洞、虚焊、其他原因如:ESD、MSD、设计等等占48%三.导致BGA不良的各种原因分析、以及对应预防措施导致BGA不良的原因较多,根据前面的数据统计,主要影响因素依次是:1.物料来料质量(BGA物料、PCB板、锡膏)、储存环境2.SMT制程控制3.PCBpad设计4.人员操作、ESD等其他因素返回1.BGA、PCB板来料质量控制a.BGA来料质量控制BGA机器本身的失效或不良是导致焊接不良的一个潜在危害。右图是未焊接使用的BGA图片,焊球内部存在裂缝缺陷。这种裂缝将可能引起焊球与BGA本体PCB之间形成假焊。这种问题,在不良分析中往往容易忽视,或找不出不良原因。来料检验部门有必要对来料进行抽样,在显微镜下检验确认。返回BGA焊接后Ball与本体PCB板分离在一定程度上与BGA本体的质量不良有很大关系。下图:b.BGA物料管控导致BGA本身失效的原因可以大致分为两类:静电击穿和因MSD(潮湿敏感)原因失效两类。所以在使用前及使用过程中要有相应的防护措施。BGA物料储存防护措施1)BGA拆封与储存(1)真空包装未拆封之BGA须储存于温度低于30°C,相对湿度小于75%的环境,使用期限为一年。(2)真空包装已拆封的BGA须标明拆封时间,未上线的BGA,储存于防潮柜中,储存条件≦25°C、20%RH。(3)若已拆封BGA但未上线使用或余料,必须储存于防潮箱内(条件≦25℃,20%R.H.),尽量抽真空包装方式储存。2)BGA上线前使用需要烘烤(1)超过储存期限者,须以125°C/8h烘烤(若多次烘烤则总烘烤时数须小于64h),才可上线使用。烘烤在达到去潮的目的的同时,也加速导致BGA球表面氧化,所以在确认物料没回潮的情况下,尽可能不烘烤。物料发到生产线,需要注意确认是否超过车间寿命,否则须要烘烤。实际操作建议:最好每次只发几个小时或一个班需求的物料。受潮的元器件过回流焊时,它所附带的潮气就会汽化,会出现焊球“吹孔”、”溅锡”、锡珠、气泡等不良,影响焊接质量。3.接触BGA的整个过程需要采取静电防护措施。尤其是间接不是固定岗位的作业人员(包括技术、物料员、等等),必须禁止裸手拿料。c.PCB板来料、使用管控:目前含BGA的PCB板采用的工艺形式较多是OSP(有机保焊剂)和ENIG(化镍金)。我公司产品对两种工艺的PCB都有使用。两种不同工艺的PCB,因为其本身的工艺特点,使用不当,会导致不同方式的失效。有必要分别予以详细介绍。业界对含BGAPCB工艺选用情况:012345678PercentageofVoidsOSPTinENIGSilverHASLPadSurfaceFinishOSP板储存、使用注意事项一、供应及储存条件1.供应商在完成OSP制程后,在受管控的温湿度环境下,应在12H内完成真空包装.在不受管控的温湿度环境下,则必须在4H内完成真空包装.2.来料外包装箱的识别卡料号后面要有”(OSP)”字样。OSPPCB来料应采用真空包装.3.仓库记录进料日期,按先进先出原则发料.4.PCB拆封前的储存环境为:温度16~40℃、相对湿度:10~65%。5.符合上述储存条件并未开封的真空包装储存时间最长为3个月,如超超3个月则必须由IQC协助送回PCB板供应商重工OSP制程。二、计划&生产管控1.OSPPCB生产必须于拆封后24小时内完成SMT,生管计划根据SMT的工时排线,不得超过规定时限。2.计划把握进料状况.料齐后才可以安排上线。3.BGA一般布置在PCB的B面,先生产完A面后,B面有机防护膜被高温破坏,所以,计划需要保证生产连续性,要求A面生产后,B面生产时间间隔不超过24小时。4.OSP工艺PCB一般不要烘烤;如果回潮必须要烘烤,条件:100℃,4h。5.生产时不能一次拆很多包,使用完一包再拆一包;6.禁止裸手接触PCB板内元件焊盘。7.拆包前检查包装是否破裂,确认PCB焊盘是否变色,如果变形,需要退回仓库,待供应商重工处理。OSP工艺焊盘氧化不良图片ENIG板储存、使用注意事项ENIGPCB抗氧化能力强,所以储存环境要求不是很严格。一般储存要求,温度:20~30℃,湿度:40~60%RH,拆包前可以保存一年,拆包后可以保存3天。ENIG工艺PCB出现焊接不良,主要是PCB板供应商的制程出现问题。如:Ni层涂覆不均匀,Au层表面裂纹导致焊接不良。左图是ENIG工艺PCB焊盘NI层存在裂纹,当有裂纹存在时,镍层的表面致密性差,后续浸金工艺中的酸液容易残留其中,致使NI层腐蚀氧化,导致焊盘的可焊性不好。由于焊盘的可焊性较差才导致焊盘与焊料之间润湿不良,不能形成良好的金属间化合物层。出现:“黑焊盘”、不浸润等不良现象。ENIG工艺PCB焊盘原因不良图片:为保证BGA焊接良好,选择加工能力强的PCB板供应商是须要的。d.锡膏选择及使用管控锡膏的优劣也是影响BGA焊接的一个重要因素,选择锡膏常考虑以下几个方面:良好的印刷性、可焊性和低残留物。右图是锡膏残留物过多,会引发不良:锡粉颗粒的直径选择也很重要,我们在选择时要从各方面因素综合考虑。由于BGA的引脚间较小,丝网模板开孔较小,所以我们采用直径为45mm以下的焊膏(3或4号粉)。焊锡膏使用注意事项首先,要保证所有的焊锡膏在6个月已内,超过6个月的焊锡膏严格意义上说是不能够使用了.这是严谨的,不要抱着侥幸的心理.其次,焊锡膏使用前一定要在常温下回温4-8H。不能为了加快生产,焊锡膏没有回温到规定的时间就是用,结果出来的PCB都有假焊的现象,并且回流后焊球内产生大量的气泡。再次,不要给使用24H之后的焊锡膏添加稀湿剂.因为使用过24小时的焊锡膏里的助焊剂挥发,不能有效去除BGAball、PCB焊盘表面的氧化物,会导致氧化物隔离在焊接层之间,导致不能形成良好的金属见化合物。出现如“枕头效应”、假焊等不良。最后需要强调:锡膏使用、管理要严格按照“锡膏使用管理规定”操作。小结对BGA、PCB、锡膏的来料质量的严格把控,对提升BGA上线合格率有很大帮助。须确保以下三点:1.选择高端的有质量保证的供应商;2.对来料要进行必要的检验,保证上线质量;3.BGA、PCB板、锡膏来料储存、使用要符合工艺要求。2.SMT制程控制在SMT制程中导致BGA失效的工艺环节和原因很多,比如ESD、钢网开孔、锡膏印刷、贴片、回流焊接、炉温板制作等等,要想降低SMT制程中BGA的失效,需要在多方面进行全面控制。返回A.钢网印刷的丝网模板一般采用不锈钢材料,开孔采用电抛光。由于BGA元器件的引脚间距较小,故而钢板的厚度较薄。一般钢板的厚度为0.12mm~0.15mm。开孔方式一般开圆孔,所开孔尺寸可以按PDA直径1.1:1开孔,保证锡膏量适当。在印刷时,通常采用不锈钢制的60度金属刮刀。印刷的压力控制有3.5KG-10KG的范围内。压力太大和太小都对印刷不利。印刷的速度控制在20MM/SEC-30MM/SEC之间,元器件的引脚间距愈小,印刷速度愈慢。印刷后的脱离速度一般设置为1MM/SEC之间。另外,印刷后的PCB尽量在半小时以内进入回流焊,防止焊膏在空气中显露过久而影响质量。B.器件的放置BGA的准确贴放很大程度上取决于贴片机的精确度,以及镜像识别系统的识别能力。SIEMENS设备均能满足要求,唯一要确保设备状态稳定,使用feeder、吸嘴正常,无抛料现象。有可能某个焊球在Z方向上略小于其他焊球。为了保证焊接的良好性,使BGA器件在安放时其焊球能够与焊膏充分接触。减少BGA某个引脚空焊的现象。通常可以将BGA的器件高度减去0.1~0.2mm。C.回流焊接要求回流焊接是BGA装配过程中最难控制的步骤。因此获得较佳的回流曲线是得到BGA良好焊接的关键所在。●预热阶段在这一段时间内使PCB均匀受热升温,并刺激助焊剂活跃。一般升温的速度不要过快,防止线路板受热过快而产生较大的变形。尽量将升温速度控制在3℃/秒以下,较理想的升温速度为2℃/秒。时间控制在60~90秒之间。●浸润阶段这一阶段助焊剂开始挥发。温度在150℃~180℃之间应保持70~90秒,以便助焊剂能够充分发挥其作用。●回流阶段这一阶段的温度已经超过焊膏的熔点温度,焊膏熔化成液体,元器件引脚上锡。该阶段中温度在220℃以上的时间应控制在50~90秒之间。如果时间太少或过长都会造成焊接的质量问题。BGA焊点峰值温度应该控制在240~250℃。●冷却阶段这一阶段焊膏开始凝固,元器件被固定在线路板上。同样的是降温的速度也不能够过快,一般控制在4℃/秒以下,较理想的降温速度为3℃/秒。由于过快的降温速度会造成线路板产生冷变形,它会引起BGA焊接的质量问题,特别是BGA外圈引脚的虚焊。D.炉温测试板制作要求1.选择BGA内锡球作为测温点;2.对应不同复杂板要做不同的设置;3.BGA大小不同,曲线也要不同;4.同一种板上BGA大小不同,需要每种都测,取两者都兼顾的温度。5.需要考虑板上其他元件。E.焊接后检验检验方法:目视外观检查和、X-RAY测试判定标准:1.IPC-610D-12.2.12专门对BGA焊点的接收标准进行了定义。优选的BGA焊点的要求是焊点光滑、圆、边界清晰、无空洞,所有焊点的直径、体积、灰度和对比度均一样,位置对准,无偏移或扭转,无焊锡球。2.允许BGA焊点相对于焊盘有不超过25%的偏移量,锡
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 punkfuns
punkfuns
本文标题:BGA不良分析、改善报告
链接地址:https://www.777doc.com/doc-6139894 .html