您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 其它文档 > 压力管道施工工艺规程
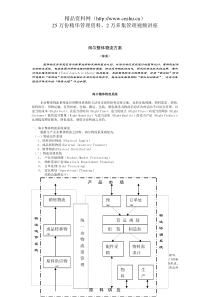
1压力管道施工工艺1适用范围本工艺适用于输送可燃流体介质、有毒流体介质,设计压力P<1.0Mpa且设计温度<400℃的管道及输送非可燃、无毒流体介质,设计压力P<4.0Mpa且设计温度<400℃的工业管道工程的施工。2引用标准工业安装分项工程质量检验评定标准工业金属管道工程施工及验收规范工业金属管道工程质量检验评定标准工业设备及管道绝热工程质量检验评定标准现场设备、工业管道焊接工程施工及验收规范压力管道安全管理与监察规定上海市劳动保护监察条例上海市压力管道安装单位资格认可管理暂行规定沪劳保锅发3主要技术要求3.1材料要求3.1.1管道组成件及管道支承件必须具有产品合格证或质保书。对特殊产品还应具有相应的技术文件。3.1.2管道组成件及管道支承件的材质、规格、型号、质量应符合设计文件的规定。工程施工人员应按国家现行标准进行外观检查,严禁不合格产品的使用。23.1.3材料应按施工阶段分批进场,对送到现场的材料应根据材质和规格的不同分别存放,妥善保管,并做好标识,以免产生错用事故。3.1.4管道阀门应按设计要求及规范规定,进行壳体压力试验和密封试验,不合格的不得使用。3.2主要机具3.2.1常用机具:人字梯、竹梯、三脚架、龙门轧头、台虎钳、钢锯、榔头、扳头、锉刀、水平尺、圆规、钢卷尺、角尺、手电钻、台钻、砂轮切割机、弯管机、手弧焊机、氩弧焊机等。3.2.2专用机具:管子铰板、管子钳、试压泵、套丝机、坡口机等。3.3施工准备3.3.1施工前必须认真熟悉施工图纸和有关技术资料,对工艺流程、工作介质、压力、温度等工艺条件和所使用的材料及附件的材质、型号、规格了解清楚。3.3.2施工前应根据施工图纸,并结合现场实际情况,确定管路的合理走向,并应核对预留孔的座标位置及尺寸,是否正确,有无遗漏,发现问题应及时协调解决。3.3.3在管道密集的部位,应注意交错情况,并画出管道空间交错草图,并选择合理的支、吊架形式。3.3.4在正式动工前,必须全面熟悉施工程序、施工方法、质量标准、操作规程和安全技术等要求,并在施工过程中严格执行。3.4操作工艺3.4.1工艺流程图33.4.2管道加工3.4.2.1管子切割:管子宜采用机械方法切割,切口表面应平整,无裂纹、重皮、毛刺、凹凸、缩口、溶渣、氧化物、铁屑等。3.4.2.2弯管制作3.4.2.2.1弯管宜采用壁厚为正公差的管子制作。弯管可采用冷弯或热弯的方法。管子弯曲半径宜大于管子外径的3.5倍。3.4.2.2.2冷弯一般采用弯管机,弯管机的胎具应与管子外径相同,其凹槽面应光滑。3.4.2.2.3热弯时,外径Ф32mm以上的管子应灌干砂煨弯,弯曲时,受力应均匀。弯管完成后,应在受热表面涂一层废机油,防止管子再次氧化。3.4.2.2.4弯管的管壁不应有裂缝、分层、过烧、皱纹等缺陷,制作管道加工管道连接管道安装管道的检验试验管道的吹扫与清洗管道涂漆管道绝热工程交接验收4弯管前后的管子壁厚之差不得超过制作弯管前管子壁厚的15%,且不得小于管子的设计壁厚。3.4.2.3卷管加工3.4.2.3.1卷管的同一筒节上的纵向焊缝不宜大于两道,两纵缝间距不宜小于200mm。卷管组对时,两纵缝间距应大于100mm,支管外壁距焊缝不宜小于50mm。3.4.2.3.2卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm,平直度偏差不得大于1mm/m。3.4.3管道连接3.4.3.1螺纹连接3.4.3.1.1管螺纹的丝扣的尺寸应符合表3.4.3.1.1的规定。管螺纹的加工尺寸表3.4.3.1.1项次管子直径短螺纹长螺纹连接阀门的螺纹长度(mm)毫米英寸长度(mm)丝扣数(牙)长度(mm)丝扣数(牙)1151/21485028122203/4169553013.5325118860261543011/420965281754011/222107030196502241175332177021/22712853723.58803301310044263.4.3.1.2螺纹应采用套丝机或铰板加工而成,螺纹应端正、清楚、5完整、光滑,不得有毛刺、乱丝,断丝和缺丝的总长度不得超过螺纹全长的10%。3.4.3.1.3管螺纹连接时,应在管端螺纹外面敷上填料,安装时应一次装紧,不得倒回,装紧后应留有螺尾。3.4.3.1.4管道连接后,应把挤到螺纹外面的填料清除干净,填料不得挤入管腔,以免阻塞管路。3.4.3.2法兰连接3.4.3.2.1法兰表面应光滑,不得有砂眼、裂纹、斑点、毛刺等缺陷,法兰的外径、内径、坡口、螺栓孔数及数目应符合设计要求。3.4.3.2.2法兰装配前,必须清除表面及密封面上的铁锈,油污等杂物,直至露出金属光泽为止,一定要把法兰线剔清楚。3.4.3.2.3法兰连接时,应保持平行,其偏差不大于法兰外径的1.5‰,且不大于2mm。法兰应保持在同一轴线上,其螺孔中心偏差一般不超过孔径的5%,并保证螺栓的自由穿入。3.4.3.2.4法兰与管子焊接装配时,法兰端面应与管子中心线相垂直,其偏差度可用角尺或钢尺检查,当Dg≤300mm时,允许偏差为1mm;当Dg>300mm时,允许偏差为2mm。3.4.3.2.5装配平焊法兰时,管端必须插入法兰内,插入的深度为法兰厚度的1/2-2/3,法兰的内外两面均须焊接。法兰焊接后,应将毛刺及溶渣清除干净,内孔应光滑。3.4.3.2.6法兰螺栓的螺帽应装在法兰的同一侧,紧固螺栓时应均匀对称,松紧适度。63.4.3.2.7螺栓紧固后,应与法兰紧贴,不得有楔缝,需加垫圈时,每个螺栓所加垫圈不应超过一个,紧固后的螺栓与螺母宜齐平。3.4.3.2.8当管道安装遇到下列情况之一时,螺母、螺栓应涂二硫化钼油脂、石墨机油或石墨粉。3.4.3.2.8.1不锈钢、合金钢螺栓和螺母。3.4.3.2.8.2管道设计温度高于100℃或低于0℃。3.4.3.2.8.3露天装置。3.4.3.2.8.4处于大气腐蚀环境或输送腐蚀介质。3.4.3.2.9采用软垫片时,周边应整齐,垫片尺寸应与法兰密封面相符。3.4.3.2.10法兰不允许直接埋地,埋地管道的法兰连接处应设检查井;法兰不允许装在楼板、墙壁和套管内,法兰与支架边缘或建筑物墙面距离一般不宜小于200mm。3.4.3.2.11法兰不得直接焊接在压制弯上,至少应接100mm以上的短管。3.4.3.3焊接连接3.4.3.3.1焊缝的设置应避开应力集中区,便于焊接和热处理,不宜在焊缝及其边缘上开孔。3.4.3.3.2环焊缝的中心到管子弯曲起点的距离不应小于管子外径。且不应小于100mm,管子对接焊缝与支、吊架边缘之间的距离不应小于50mm。同一直管段上两对接焊缝中心面间的距离:当公称直径大于或等于150mm时,不应小于150mm;公称直径小于150mm时,不应7小于管子外径。3.4.3.3.3钢板卷管的相邻两纵向焊缝间的距离应大于壁厚的3倍,且不应小于100mm,同一筒节上两相邻纵缝间的距离不应小于200mm。3.4.3.3.4焊件的坡口可根据管径、管壁情况采用机械或气割的方式进行。当采用气割时,必须除去坡口表面的氧化皮,溶渣及影响接头质量的表面层,并应将凹凸不平处打磨平整。常见坡口尺寸和形式见附表A。3.4.3.3.5焊件组对前,应将坡口及其内外侧表面不小于10mm范围内的油、漆、污、锈、毛刺及镀锌层等清除干净,且不得有裂缝夹层等缺陷。3.4.3.3.6管子或管件组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且不应大于2mm;不等边的管道组对时,应进行修整。3.4.3.3.7直线管道管段间的组对,应保证管道中心线在一直线上,其偏差可用400mm直尺检查,在离焊缝中心200mm处:当管径小于100mm时,最大允许偏差为1mm;当管径大于等于100mm时,最大允许偏差为2mm,但全长允许偏差均为10mm。3.4.3.3.8焊接管道分支管时,端面与主管表面间隙不得大于2mm,并不得将分支管插入主管的管孔中,分支管管端应加工成马鞍形。3.4.3.3.9焊接完成后,应立即清除药渣、飞溅,并将焊缝表面清除干净。3.4.3.4承插连接3.4.3.4.1铸铁管承插连接前,应清除承插部位的沥青涂层,清除方8法可采用氧-乙炔或喷灯将沥青烧烤干净,但要注意不可将管子加热温度过高。沥青烧去后,应用钢丝刷将端口刷干净。3.4.3.4.2承插铸铁管对口的最小轴向间隙宜符合表3.4.3.4.2的规定。承插铸铁管对口的最小轴向间隙(mm)表3.4.3.4.2公称直径轴向间隙公称直径轴向间隙≤754600-7007100-2505800-9008300-500610000-120093.4.3.4.3填塞用麻应纤维较长、无麻皮、有韧性,并应经石油沥青浸透、晾干。3.4.3.4.4将麻丝拧成直径是接口缝隙1.5倍,长度比管子外圆周长长100-150mm的麻丝股塞进缝隙。一般塞入1-2圈,并压实、打紧,打紧后的麻丝填塞深度应为承插深度的1/3,且不应超过承口三角凹槽的内边。3.4.3.4.5用水泥、石棉绒、水,按7:3:1配成填料塞进承口间隙打实,一般分层塞石棉水泥填料2-4次,每次至少打三遍,打至石棉水泥呈铁青色。填口打实后,表面应平整、严实,并应湿养1-2昼夜,寒冷季节应有防冻措施。3.4.3.4.6管道接口所用的橡胶圈不应有气孔、裂缝、重皮或老化等缺陷,橡胶圈的外部宜抹水泥砂浆,其高度应与承口平齐。3.4.4管道安装93.4.4.1按照设计图纸,结合现场情况,确定管道的走向、座标及标高,管道安装的允许偏差应符合表3.4.4.1的规定。管道安装的允许偏差(mm)表3.4.4.1项目允许偏差座标架空及地沟室内25室外15埋地60标高架空及地沟室内±20室外±15埋地±25水平管道平直度DN≤1002L‰,最大50DN>1003L‰,最大80立管铅垂度5L‰,最大30成排管道间距15交叉管的外壁或绝热层间距20注:L-管子有效长度;DN-管子公称直径3.4.4.2管道的坡度和坡向应符合设计要求,热力管道、压缩空气管道、煤气管道、乙炔管道等均应有坡度。3.4.4.3按照管道的走向及单线图规定的数量、规格、材质,进行管道预制。预制前,管道的组成件应清洁,须进行特别处理的工序已完毕;预制时管道各组成件应标明系统号及顺序号,并根据系统号及顺序号进行安装。3.4.4.4选择管子在各部位的支、吊架及管卡的形式,根据实际的需要尺寸进行加工。支架的切割宜采用机械切割,支、吊架的孔眼一般应采用电钻或冲床加工,其孔径应比管卡或吊卡大1-2mm。103.4.4.5支架埋入墙体部分,必须开脚,支、吊架的焊接应无漏焊、欠焊或裂纹等缺陷。3.4.4.6管道安装时,应及时固定和调整支、吊架,支、吊架位置应准确,安装应平整、牢固,与管子接触应紧密。3.4.4.7无热位移的管道,其吊杆应垂直安装;有热位移的管道,吊点应设在位移的相反方向,按位移值的1/2偏位安装,两根热位移方向相反或位移值不等的管道,不得使用同一吊杆。3.4.4.8导向支架或滑动支架的滑动面应洁净、平整,不得有歪斜和卡涩现象,其安装位置应从支承面中心向位移反方向偏移,偏移量应为位移值的1/2,绝热层不得妨碍其位移。3.4.4.9水平钢管道安装的支、吊架间距不得大于表3.4.4.9的规定。钢管道支、吊架的最大间距表3.4.4.9公称直径(mm)15202532405070支架的最大间距(m)保温管1.5222.5334不保温管2.533.544.556续表公称直径(mm)80100125150200250300支架的最大间距(m)保温管44.556788.5不保温管66.5789.511123.4.4.10沿墙敷设的管径小于50mm的立管和30mm以下的支管可采用管卡,立管卡应装在离地面1.5-1.8m高度:层高不超过5m的,每层须安装一个;层高大于5m的,每层不得少于2个,2个及2个以上管卡应匀称安装。113.4.4.11埋地钢管的防腐层应在安装前做好,焊缝部位未经试压合格不得防腐,埋地管道试压,防腐完成后,应及时回填土,分层夯实,并填写“隐蔽工程验收单
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 无敌忍者卡卡西
无敌忍者卡卡西
本文标题:压力管道施工工艺规程
链接地址:https://www.777doc.com/doc-6163642 .html