您好,欢迎访问三七文档
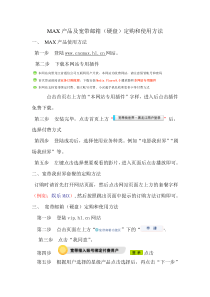
机电课程设计题目:注塑机液压系统设计学院:机械工程学院专业:机械设计制造及其自动化班级:学号:学生姓名:导师姓名:完成日期:1课程设计任务书设计题目:注塑机液压系统设计姓名系别机械工程专业机械设计及其自动化班级学号指导老师教研室主任一、设计要求及任务1.设计要求(1)公称注射量:250cm3;螺杆直径:d=40mm;螺杆行程:s1=200mm;最大注射压力p=153MPa;注射速度:vw=0.07m/s;螺杆转速:n=60r/min;螺杆驱动功率:Pm=5kW;注射座最大推力:Fz=27(kN);注射座行程:s2=230(mm);注射座前进速度:vz1=0.06m/s;注射座后退速度:vz2=0.08m/s;最大合模力(锁模力)Fh=900(kN);开模力:Fk=49(kN);动模板(合模缸)最大行程:s3=350(mm);快速合模速度:vhG=0.1m/s;慢速合模速度:vhG=0.02m/s;快速开模速度:vhG=0.13m/s;慢速开模速度:vhG=0.03m/s;(2)注塑机工作参数设计计算;(3)液压系统原理方案设计;液压系统设计计算及元件选择;(4)注塑机及液压系统总图设计。2.设计任务(1)绘制注塑机合模缸、注塑装置和液压系统油箱的装配图;(2)绘制液压系统原理图;(3)系统零部件的计算与选型;(4)按照要求编写设计说明书和打印图纸。二、进度安排及完成时间1.设计时间:两周,2012年6月25日至2012年7月6日。2.进度安排第19周:布置设计任务,查阅资料,熟悉设计要求及任务,进行系统设计。第20周:整理资料,撰写设计说明书,答辩,交设计作业。(印稿及电子文档)。2目录摘要………………………………………………………………………………Ⅰ第1章绪论……………………………………………………………………………41.1注塑机概述…………………………………………………………………41.2注塑机的工作循环过程……………………………………………………41.3注塑机对液压系统的要求…………………………………………………41.4液压系统设计参数……………………………………………………………41.5注塑机液压系统原理图………………………………………………………5第2章计算执行元件的主要结构参数………………………………………………72.1各液压缸的载荷力计算………………………………………………………72.2液压系统主要参数计算………………………………………………………82.3制定系统方案和拟定液压系统图…………………………………………10第3章液压元件的选择………………………………………………………………133.1液压泵的选择…………………………………………………………………133.2液压阀的选择…………………………………………………………………143.3液压马达的选择………………………………………………………………143.4确定油箱的有效容积…………………………………………………………15第4章液压系统性能验算……………………………………………………………164.1验算回路中的压力损失………………………………………………………174.2系统总输出功率………………………………………………………………184.3冷却器所需冷却面积的计算…………………………………………………18心得体会………………………………………………………………………………………19参考文献………………………………………………………………………………………203注塑机液压系统摘要:注塑机是一种通用设备,通过它与不同专用注塑模具配套使用,能够生产出多种类型的注塑制品。注塑机主要由机架,动静模板,合模保压部件,预塑、注射部件,液压系统,电气控制系统等部件组成;注塑机的动模板和静模板用来成对安装不同类型的专用注塑模具。合模保压部件有两种结构形式,一种是用液压缸直接推动动模板工作,另一种是用液压缸推动机械机构通过机械机构再驱动动模板工作(机液联合式)。注塑机工作时,按照其注塑工艺要求,要完成对塑料原料的预塑、合模、注射机筒快速移动、熔融塑料注射、保压冷却、开模、顶出成品等一系列动作,因此其工作过程中运动复杂、动作多变、系统压力变化大。关键词:注塑机;通用设备;专用注塑模具。I4第1章绪论1.1注塑机概述大型塑料注射机目前都是全液压控制。其基本工作原理是:粒状塑料通过料斗进入螺旋推进器中,螺杆转动,将料向前推进,同时,因螺杆外装有电加热器,而将料熔化成粘液状态,在此之前,合模机构已将模具闭合,当物料在螺旋推进器前端形成一定压力时,注射机构开始将液状料高压快速注射到模具型腔之中,经一定时间的保压冷却后,开模将成型的塑科制品顶出,便完成了一个动作循环。1.2注塑机的工作循环过程合模→注射→保压→冷却→开模→顶出→螺杆预塑进料其中合模的动作又分为:快速合模、慢速合模、锁模。锁模的时间较长,直到开模前这段时间都是锁模阶段。1.3注塑机对液压系统的要求是1)具有足够的合模力2)模具的开、合模速度可调3)注射座整体进退4)注射压力和注射速度可调5)保压及压力可调6)制品顶出速度要平稳顶出速度平稳,以保证成品制品不受损坏。1.4液压系统设计参数表1.1液压系统设计参数公称注射量:250cm3螺杆直径:d=40mm螺杆行程:s1=200mm最大注射压力p=153MPa注射速度:vw=0.07m/s螺杆转速:n=60r/min螺杆驱动功率:Pm=5kW注射座最大推力:Fz=27(kN)注射座行程:s2=230(mm)注射座前进速度:vz1=0.06m/s注射座后退速度:vz2=0.08m/s最大合模力(锁模力)Fh=900(kN)开模力:Fk=49(kN)动模板最大行程:s3=350(mm)快速合模速度:vhG=0.1m/s慢速合模速度:vhG=0.02m/s快速开模速度:vhG=0.13m/s慢速开模速度:vhG=0.03m/s511YA21推料缸6注塑机液压系统原理图A-大流量液压泵E-小流量液压泵1、2-电液换向阀3-电磁换向阀4、5-电液换向阀6、21-电磁换向阀7、8、9-溢流阀10、11、12-单向阀13-液控单向阀14-节流阀15、16-调速阀17、18-单向顺序阀19-行程阀20-液压马达XXXXAB10YA9YA8YA7YA6YA5YA4YA3YA2YA1YA齿轮料斗料筒喷嘴注射座移动缸合模缸增力缸2019181716151413121110987543216表1.5注塑机液压系统原理图电磁铁动作表动作程序1YA2YA3YA4YA5YA6YA7YA8YA9YA10YA11YA合模启动慢移+--------+-快速合模+---+----+-增压锁模+-----+--+-注射座整体快移------+-++-注射---++-+-++-注射保压---+--+-++-减压排气-+------++-再增压+-----+-++-预塑进料-----++-++-注射座后移-------+-+-开模慢速开模+--------+-快速开模+---+----+-推料顶出缸伸出---------++顶出缸缩回---------+-系统卸荷-----------注:“+”表示电磁铁通电;“-”表示电磁铁断电。7第2章负载分析2.1各液压缸的载荷力计算2.1.1合模缸的载荷力合模缸在模具闭合过程中是轻载,其外载荷主要是动模及其连动部件的起动惯性力和导轨的摩擦力。锁模时,动模停止运动,其外载荷就是给定的锁模力。开模时,液压缸除要克服给定的开模力外,还克服运动部件的摩擦阻力。2.1.2注射座移动缸的载荷力座移缸在推进和退回注射座的过程中,同样要克服摩擦阻力和惯性力,只有当喷嘴接触模具时,才须满足注射座最大推力。2.1.3注射缸注射阶段负载注射缸的载荷力在整个注射过程中是变化的,计算时,只须求出最大载荷力。pdFW24式中,d——螺杆直径,由给定参数知:d=0.04m;p——喷嘴处最大注射压力,已知p=153MPa。由此求得Fw=192kN。各液压缸的外载荷力计算结果列于表l。取液压缸的机械效率为η=0.9,求得相应的作用于活塞上的载荷力,并列于表1中。F=Fw/η=213.表2-1各液压缸的载荷力液压缸名称工况液压缸外载荷wF/kN活塞上的载荷力kNF/合模缸合模90100锁模9001000开模4955座移缸移动2.73预紧2730注射缸注射1922132.1.4进料液压马达载荷转矩计算8mNnPTcW79660/6014.3210523取液压马达的机械效率为0.95,则其载荷转矩mNTTmW83895.07962.2液压系统主要参数计算2.2.1初选系统工作压力塑料注射机属小型液压机,载荷最大时为锁模工况,此时,高压油用增压缸提供;其他工况时,载荷都不太高,参考设计手册,初步确定系统工作压力为6.5MPa。2.2.2计算液压缸的主要结构尺寸2.2.2.1确定合模缸的活塞及活塞杆直径合模缸最大载荷时,为锁模工况,其载荷力为1000kN,工作在活塞杆受压状态。活塞直径)1(4221ppFD此时p1是由增压缸提供的增压后的进油压力,初定增压比为5,则p1=5×6.5MPa=32.5MPa,锁模工况时,回油流量极小,故p2≈0,求得合模缸的活塞直径为mmDh198.0105.3214.310100464取Dh=0.2m。按表2—5取d/D=0.7,则活塞杆直径dh=0.7×0.2m=0.14m,取dh=0.15m。为设计简单加工方便,将增压缸的缸体与合模缸体做成一体(见图1),增压缸的活塞直径也为0.2m。其活塞杆直径按增压比为5,求得9mDdhz089.052.0522,取dz=0.09m。2.2.2.2注射座移动缸的活塞和活塞杆直径座移动缸最大载荷为其顶紧之时,此时缸的回油流量虽经节流阀,但流量极小,故背压视为零,则其活塞直径为mmpFDy076.0105.610344641,取Dy=0.1m由给定的设计参数知,注射座往复速比为0.08/0.06=1.33,查表2—6得d/D=0.5,则活塞杆直径为:dy=0.5×0.1m=0.05m2.2.2.3确定注射缸的活塞及活塞杆直径当液态塑料充满模具型腔时,注射缸的载荷达到最大值213kN,此时注射缸活塞移动速度也近似等于零,回油量极小;故背压力可以忽略不计,这样mmpFDs204.0105.6103.2144641,取Ds=0.22m;活塞杆的直径一般与螺杆外径相同,取ds=0.04m。2.2.3计算液压马达的排量液压马达是单向旋转的,其回油直接回油箱,视其出口压力为零,机械效率为0.95,这样rmrmpTVmWM/108.0/95.0106579614.322333512.2.4计算注射缸在注射阶段的流量A1=π/2*[(Dy/2)-(dy/2)]=0.038m2Q=A1*v=2.72.2.5计算液压执行元件实际工作压力2.2.5.1计算注射缸在注射阶段的压力P1=F+P2A2/A1=5.9Mpa.P1=2πT/q=0.3Mpa.按最后确定的液压缸的结构尺寸和液压马达排量,计算出各工况时液压执行元件实际工作压力,见表2。10表2液压缸的结构尺寸和液压马达排量工况执行元件名称载荷背压力MPaP/2工作压力MPap/1计算公式合模行程合模缸100kN0.33.31221AApFp锁模增压缸1000kN—6.4座前进座移缸3kN0.50.76座顶紧30kN—3.8注射注射缸213kN0.35.9预塑进料液压马达838mN—6.0qTp212.2.6计算液压执行元件实际所需流量根据最后确定的液压缸的结构尺寸或液压马达的排量及其运动速度或转速,计算出各液压执行元件实际所需流量,见表3。表3液压缸的结构尺寸或液压马达的排量及其运动速度或转速2.3制定系统方案和拟定液压系统图2.3.1制定系统方案⑴执行机构的确定表2-2液压执行元件
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 pisa101
pisa101
本文标题:注塑机液压系统设计
链接地址:https://www.777doc.com/doc-6183444 .html