您好,欢迎访问三七文档
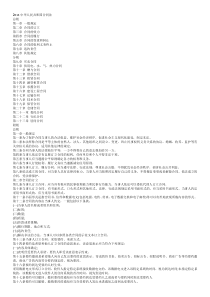
N0.管理项目规格值担当确认方法计测器具确认频度记录形式关联标准记录频率管理值担当确认方法确认频度记录形式关联标准①数量与加工委托书相符仓管员称量电子称全数受入部品管理卡受入检查异常联络书受纳中心入出货管理规定(SM-B-1030)每批数量准确业务组长———————————————————无生锈、瑕疵作业要领书(入货检查)(SM-DY-006-0)参照外观限度样本检查规格书(SM-DY-005-0)○2设定专用治具①数量100pcs/层×7层设定员目视——每架加工工程管理表(SM-PS-DY-004-1)作业要领书(设定工程)(SM-DY-002-0)每架不可混料间隔均匀加工班长无脱焊脆断脆裂严重变形脏污生锈设定员目视使用前治具点检表渗碳治具管理表(SM-F-4002)25~35point化验员化学分析1次/天化验记录表化验室各盐浴取样分析规范(SM-D-4041)65±5℃热电偶测量温度每架30分以上秒表到时报警每架上下抖动5次目视每架40~60℃热电偶测量温度每架*350±10℃热电偶测量温度每架30分~60分计时器到时报警每架*社内规格化验员化学分析2次/天化验记录表化验室各盐浴取样分析规范(SM-D-4041)880±5℃热电偶测量温度每架40分计时器到时报警每架*340±5℃热电偶测量温度每架40分计时器到时报警每架*○8◎空冷————①(硬度)(HRC40~48)________________________________________缓慢冷却加工班长20±1分操炉员秒表到时报警每架加工工程管理表(SM-PS-DY-004-1)作业要领书(空冷工程)(SM-DY-015-1)*20~40℃热电偶测量温度每架上下抖动5次目视每架40~60℃热电偶测量温度每架40±1分秒表到时报警每架————①硬度HRC40~48检查员硬度检测洛氏硬度计检查规格书(SM-DY-005-0)符合硬度规格————②金相组织符合金相组织限度样本检查员切样磨抛腐蚀后观察微小硬度计作业要领书(硬度检查)(SM-DY-008-0)贝氏体组织○12解体NO1专用箱——————————————————————————————————无混料打伤加工班长700PCS/箱作业员目视每架加工工程管理表(SM-PS-DY-004-1)作业要领书(解体工程)(SM-DY-007-0)350PCS/篮作业员目视每篮加工工程管理表(后处理)(SM-PS-DY-004-1)8~15%化验员化学分析2次/天化验记录表1分~2分作业员秒表到时报警每篮加工工程管理表(后处理)(SM-PS-DY-004-1)秒表计时器秒表加工工程管理表(SM-PS-DY-004-1)秒表洛氏硬度计操炉员温度计———温度计操炉员工程能力硬度Cpk目标值1.33以上硬度测试每PCS两面各测定5点每批(n架)从第1架、n/2架、n架分别抽取6PCS技术员作业要领书(酸洗工程)(SM-DY-010-0)AQLⅡ0.1酸洗时间冷却均匀温度时间时间温度KCN浓度温度时间防止异品混入数量盐酸浓度化验仪器———制造条件管理(设备、安全装置、温度、计时器、其它)管理项目————————————计测器具——————————————温度计———化验仪器————游离碱度(FAL)作业要领书(中性加热工程)(SM-DY-013-0)作业要领书(水冷工程)(SM-DY-018-0)作业要领书(水冷后汤洗工程)(SM-DY-019-0)———加工工程管理表(SM-PS-DY-004-1)加工工程管理表(SM-PS-DY-004-1)(硬度)(HRC40~48)①具体取样参照《检查规格书》目视确认:①下工序使用设备——恒温淬火盐浴炉-2;②温度设定值为340℃。(HRC40~48)(硬度)(HRC40~48)盐浴流动性良好加工班长目视——目视确认:下工序空冷位置准备目视确认:①下工序使用设备——水冷槽;②温度显示值为20~40℃。计时器温度计加工工程管理表(SM-PS-DY-004-1)作业要领书(恒温淬火工程)(SM-DY-014-0)温度点检与除垢除锈▽1入货——○3脱脂碱性脱脂槽作成年月日:编号材质处理种类前处理广东省中山市东升镇东成路36号TEL:0760-22820896FAX:0760-22820976顾客名品名品号摘要类似部品中山市三民金属处理有限公司备注HQAQC工程表共页第页重要项目异常处置责任者略图工序工程名使用设备品质特性———每批外观良好品管组长外观入货检查记录表受入检查异常联络书②检查员———检查规格书(SM-DY-005-0)作业要领书(硬度检查)(SM-DY-008-0)温度计○4渗碳预热炉水洗水洗槽(硬度)(HRC40~48)(硬度)炉内温度分布均匀————○5◎预热○6◎中性加热中性盐浴炉——————①——目视确认:①下工序使用设备——中性盐浴炉;②温度设定值为880℃。目视确认:①下工序使用设备——渗碳预热炉;②温度设定值为350℃。无油脂残留无脱脂剂残留预热充分时间加工班长加工班长加工班长温度温度作业要领书(预热工程)(SM-DY-012-0)加工工程管理表(SM-PS-DY-004-1)——————加工工程管理表(SM-PS-DY-004-1)加工工程管理表(SM-PS-DY-004-1)加工班长温度计计时器化验仪器————————作业要领书(脱脂工程)(SM-DY-011-1)作业要领书(脱脂后水洗工程)(SM-DY-017-0)漂洗充分时间温度计秒表————————————————————————————○10汤洗——————————————————○9◎水冷○7◎恒温淬火——恒温淬火盐浴炉ー2①————————————————————————————操炉员操炉员操炉员操炉员操炉员◇11性能检查○13酸洗水冷槽清洗槽酸洗槽————①————技术课长研磨班长冷却充分表面无盐剂残留氧化皮去除充分加工班长加工班长———————————————————————————————————————————————————————————————————每架检查证明书量产时检查基准及记录———————温度时间重要保安部品202020应根据客户图纸的规定填写指在三民处理之前的热处理或其他表面处理工艺。N0.管理项目规格值担当确认方法计测器具确认频度记录形式关联标准记录频率管理值担当确认方法确认频度记录形式关联标准○14水洗水洗槽(3槽)————————————————————————————————————无酸液残留研磨班长常温自来水洗净,各槽抖动5次作业员目视每篮加工工程管理表(后处理)(SM-PS-DY-004-1)作业要领书(酸洗工程)(SM-DY-010-0)SRL6×12,FPP200ml核对标签每BATCH60分钟计时器到时报警每BATCH700pcs目视每BATCH○16冲洗VB100————————————————————————————————————研磨班长常温自来水冲洗至无泡沫作业员目视每BATCHSRL6×12,光泽剂50ml目视每BATCH30分钟计时器到时报警每BATCH700pcs目视每BATCH○18水洗水洗槽(研磨场)————————————————————————————————————水洗充分研磨班长上下抖动5次作业员目视每篮作业要领书(研磨后水洗工程)(SM-DY-016-1)40~60℃作业员热电偶测量温度每篮上下抖动5次作业员目视每篮○20防锈防锈油槽————————————————————————————————————水置换充分研磨班长浸渍,沥干作业员目视每篮作业要领书(防锈工程)(SM-DY-061-0)色泽均匀,无黑斑黄斑、孔部无打伤、打痕、卡石参照外观限度样本包装标准(SM-DY-001-1)作业要领书(包装工程)(SM-DY-004-0)色泽均匀,无黑斑黄斑、孔部无打伤、打痕、卡石参照外观限度样本△24出货运送箱—————————————————————————————————————防止掉落、碰撞、散包运送组长————搬运工目视全数送货单————NO日期4321AQLⅡ0.1出货检查记录表检查规格书(SM-DY-005-0)作业要领书(出货检查)(SM-DY-003-0)——————————电子秤包装作业日报表现品票目视——加工工程管理表(后处理)(SM-PS-DY-004-1)——外观包装员目视——全数包装作业日报表———————————————————————————————————————————————————色泽均匀,无黑斑、黄斑、打痕、卡石——————————计测器具——————广东省中山市东升镇东成路36号——————温度计———无光泽剂残留———计时器作业员Nox-Rust307(1:1)—————————计时器技术课作成技术课长确认品保课长确认加工课长确认———管理项目无酸液残留研磨石研磨时间投入量确认技术经理承认改订人改订内容项目△新规作成△改订符号说明:○加工□量检查◇质检查▽受入△运送量质检查◎重要工序*下工序投入前确认————积载状态包装班长————————△△使用设备重要项目异常处置责任者品质特性略图工顺工程名前处理品号处理种类HQAQC工程表共页第页顾客名材质品名外观检查摘要类似部品——————包装员21作业要领书(包装工程)(SM-DY-004-0)每篮———————————————TEL:0760-22820896FAX:0760-22820976备注制造条件管理(设备、安全装置、温度、计时器、其它)作成年月日:编号SM-QC-DY-004-3中山市三民金属处理有限公司作业要领书(研磨工程)(SM-DY-009-0)——————作业要领书(研磨后汤洗工程)(SM-DY-060-0)研磨石研磨时间依包装标准———□22捆包————温度去除污渍23出货检查————————————外观检查员目视每架———色泽均匀,无黑斑、黄斑、孔部无打痕、划伤、卡石————————品管组长包装班长防止异品混入——数量准确○19无污渍残留研磨班长汤洗———全数清洗槽(研磨场)——研磨班长研磨班长◇○15中打磨○17光泽打光————————VB100VB100——————————————————色泽均匀,无黑斑、黄斑、孔部无打痕、划伤、卡石——————————————————作业员———加工工程管理表(后处理)(SM-PS-DY-004-1)投入量无研磨剂残留20重要保安部品
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 kdygpch
kdygpch
本文标题:新QC工程表样板
链接地址:https://www.777doc.com/doc-6187773 .html