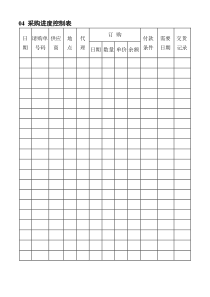
您好,欢迎访问三七文档
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。%Z2l$s!?9g&{,W;z)s2^`]6x3x3k5o!j,b:z)l/v母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流3FE;Q#b)],b(o0N2X!c.l(?,H304δ=6A102SMAWV2GDC70~1001|:|3t7d+{/h2Z6s!Q316Lδ=10A022SMAW△2FDC110316LΦ60×2E316L-15ER316LTIG/SMAWV5GDC60~90304LΦ114×6A002H00Cr21Ni10TIG+SMAWV5GDC65~85$|m2{1F:B*A8Sp$N附加:304(18Cr-8Ni)最普通使用的钢种。耐蚀性、耐热性、低温强度、机械性能良好。深冲、折弯等常温加工性能良好。热处理后不产生硬化。;T:{#zw9c%o304L(18Cr-8Ni-LowC)为低碳304钢。耐蚀性在普通状态下与304相似。但在焊接后或解除应力后抗晶间腐蚀性良好。316(18Cr-12Ni-2.5Mo)因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。加工硬化性优秀。316L(18Cr-12Ni-2.5Mo-LowC)低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-1216:53:00中国德国法国日本GBDINNFJIS1H0Cr14X8Cr14Z8C13~Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo1911Z6CND19.12Y316(1)4H00Cr19Ni12Mo2X2CrNiMo1912Z2CND19.12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO1912-Y316J1L6H0Cr20Ni14Mo3--Y3177-~X2CrNiMo18165Z2CND19.14Y317L8-X5CrNiMoNb1912Z6CND19.12-9H0Cr20Ni10NbX5CrNiNb199Z6CNNb20.10Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi199Z6CN20.10Y308(1)12H00Cr21Ni10X2CrNi199Z2CN20.10Y308L(1)13H1Cr24Ni13X12CrNi2212Z10CN24.13Y30914-X2CrNi2412Z2CN24.13Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb2412--17H1Cr26Ni21X12CrNi2520Z12CN25.20Y31018-X40CrNi2521--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-1216:53:00中国德国法国日本GBDINNFJIS1H0Cr14X8Cr14Z8C13~Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo1911Z6CND19.12Y316(1)4H00Cr19Ni12Mo2X2CrNiMo1912Z2CND19.12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO1912-Y316J1L6H0Cr20Ni14Mo3--Y3177-~X2CrNiMo18165Z2CND19.14Y317L8-X5CrNiMoNb1912Z6CND19.12-9H0Cr20Ni10NbX5CrNiNb199Z6CNNb20.10Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi199Z6CN20.10Y308(1)12H00Cr21Ni10X2CrNi199Z2CN20.10Y308L(1)13H1Cr24Ni13X12CrNi2212Z10CN24.13Y30914-X2CrNi2412Z2CN24.13Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb2412--17H1Cr26Ni21X12CrNi2520Z12CN25.20Y31018-X40CrNi2521--19-序号牌号型号序号牌号型号1H1Cr19Ni9ER30216H02Cr20Ni25Mo4CuER3852H0Cr19Ni9ER30417H03Cr22Ni8Mo3NER22093H1Cr21Ni10Mn6ER30718H03Cr22Ni8Mo3NER22054H1Cr24Ni13ER30919SAF2507ER25945H00Cr24Ni13SiER309LSi2017-4PHER6306H00Cr23Ni13Mo2ER309LMo21H0Cr21Ni10ER3087H1Cr30Ni19ER31222H00Cr21Ni10ER308L8H0Cr19Ni12Mo2ER31623H00Cr21Ni10SiER308LSi9H0Cr20Ni14Mo3ER31724H00Cr24Ni13ER309L10H1Cr19Ni19TiER32125H1Cr26Ni21ER31011H0Cr20Ni10TiER32126H00Cr19Ni12Mo2ER316L12H00Cr20Ni10NbER347L27H00Cr20Ni14Mo3ER317L13H0Cr13ER410S28H1Cr13ER41014H2Cr13ER4202900Cr13Ni5MoER410NiMo15H3Cr13ER420J30H1Cr17ER430可以用型号和牌号来反映焊丝的主要性能特征及类别。焊丝的型号是国家标准规定的能反映焊丝的主要特征,不同类型焊丝的型号表示方法有所不同。牌号是对焊丝产品的具体命名,它可以由生产厂制定,也可由行业组织统一命名,制定全国焊接行业统一牌号,但必须按照国家标准要求,在产品样本或包装标签上注明该产品“符合国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。1实芯焊丝的型号与牌号(1)实芯焊丝型号1)气体保护焊用碳钢、低合金钢焊丝气体保护焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护焊时熔敷金属的力学性能分类。焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER后同的两位数字表示熔敷金属的抗拉强度最低值,短划“-”后面的字母或数字表示焊丝化学成分分类代号。如还附加其他化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。焊丝型号举例:2)铸铁气焊焊丝铸铁气焊焊丝型号中的字母“R”表示焊丝,字母“Z”表示焊丝用于铸铁焊接,在“RZ”字母后用焊丝主要化学元素符号或金属类型代号表示(见表1),再细分时用数字表示。焊丝型号举例:表1铸铁焊丝的分类及型号类别名称型号铁基焊丝灰铸铁焊丝RZC合金铸铁焊丝RZCH球墨铸铁焊丝RZCQ3)铜及铜合金焊丝铜及铜合金焊丝型号的表示方法为HSCu××-×,字母HS表示焊丝,其后以化学元素符号表示焊丝的主要组成元素,在短划“-”后的数字表示同一主要化学元素组成中的不同品种,如HSCuZn-1,HSCuZn-2等。4)铝及铝合金焊丝焊丝型号以“丝”字的汉语拼音第一个字母“S”表示,“S”后面用化学元素符号表示焊丝的主要合金组成,化学元素符号后的数字表示同类焊丝的不同品种。铝及铝合金焊丝的分类及型号见表2。表2铝及铝合金焊丝的分类及型号类别焊丝型号类别焊丝型号纯铝SAl-1SAl-2SAl-3铝镁合金铝铜合金铝锰合金SAlMg-5SAlCuSAlMn铝镁合金SAlMg-1SAlMg-2SAlMg-3铝硅合金SAlSi-1SAlSi-25)镍及镍合金焊丝镍及镍合金焊丝型号的表示方法为ERNi××-×,字母ER表示焊丝,ER后面的化学符号Ni表示为镍及镍合金焊丝,焊丝中的其他主要合金元素用化学符号表示,主在符号Ni的后面,短划“-”后面的数字表示焊丝化学成分分类代号。焊丝型号举例:(2)实芯焊丝牌号除了气体保护焊用碳钢及低合金钢焊丝外,实芯焊丝牌号的首位字母“H”表示焊接用实芯焊丝,后面的一位或二位数字表示含碳量,其他合金元素含量的表示方法与钢材的表示方法大致相同。化学元素符号及其后的数字表示该素质近似含量;牌号尾部标有“A”或“E”时,A表示硫、磷含量要求低的优质钢焊丝,“E”表示硫、磷含量要求特别低的特优质钢焊丝。焊丝牌号举例:实芯焊丝的型号和牌号的对照见表3。表3实芯焊丝的型号和牌号的对照焊丝类型牌号符合标准的焊丝型号GBAWSJISCO2气体保护焊丝MG49-1MG49-NiMG49-GMG50-3MG50-4MG50-6MG50-GER49-1-ER49-GER50-3ER50-4ER50-6ER50-G--ER70S-GER70S-3ER70S-4ER70S-6ER70S-G--YGW-11---YGW-16MG59-G---氩弧焊填充焊丝TG50RETG50TGR50MTGR50MLTGR55CMTGR55CMLTGR55VTGR55VLTGR55WBER50-4---ER55-B2ER55-B2LER55B2MnV--ER70S-4-----------------TGR55WBLTGR59C2MTGR59C2ML-ER62-B3ER62-B3L-------埋弧焊丝H08A、H08EH08MnAH10Mn2H10MnSiH08A、H08EH08MnAH10Mn2H10MnSiEL8EM12EH14EM13KW11W21W41-2.2药芯焊丝的型号与牌号(1)药芯焊丝型号药芯焊线根据药芯类型、是否采用保护气体、焊接电流种类以及对单道焊和多道焊的适用性进行分类。根据GB10045-88的规定,药芯焊丝型号由焊丝类型代号和焊缝金属的力学性能两部分组成。第一部分以英文字母“EF”表示药芯焊丝代号。代号后面的第一位数字表示适用的焊接位置:“0”表示用于平焊和横焊,“1”表示用于全位置焊。代号后面的第二位数字或字母为类型代号(见表4)。表4药芯焊丝分类及类型代号焊丝类型药芯类型保护气体电源种类适用性EF×1-EF×2-EF×3-EF×4-EF×5-EF×G-氧化钛型氧化钛型氧化钙-氟化物型---二氧化碳二氧化碳二氧化碳自保护自保护-直流反接直流反接直流反接直流反接直流反接-单道焊和多道焊单道焊单道焊和多道焊单道焊和多道焊单道焊和多道焊单道焊和多道焊EF×GS---单道焊第二部分在短线“-”后用四位数字表示焊缝的力学性能:前两位数字表示抗拉强度最低值(见表5);后两位数字表示冲击吸收功,其中第一位数字表示冲击吸收功不小于27J所对应的试验温度,第二位数字表示冲击吸收功不小于47J所对应的试验温度(见表6)。表5焊缝金属强度系列强度系列抗拉强度/MPa屈服点/MPa伸长率/%43504305003404102222表6焊缝金属冲击吸收功(V形缺口)第一位数冲击吸收功第二位数冲击吸收功温度/℃冲击功/J温度/℃冲击功/J0没有规定0没有规定1+201+20≥4720203-203-204-304-305-405-40药芯焊丝型号举例:(2)药芯焊丝牌号牌号第一个字母“Y”表示药芯焊丝,第二个字母及第一、第二、第三位数字与焊条编制方法相同;牌号“-”后面的数字表示焊接时的保护方法(见表7)。药芯焊丝有特殊性能和用途时,在牌号后面加注起主要用途的元素或主要用途的字母(一般不超过两个)。表7药芯焊丝牌号“-”后面数字的含意牌号焊接时保护方法牌号焊接时保护方法YJ×××-1YJ×××-2气体保护自保护YJ×××-3YJ×××-4气体保护、自保护两用其他保护形式药芯焊丝牌号举例:药芯焊丝的型号和牌号的对照见表8。表8药芯焊丝的型号和牌号的对照牌号符合标准的焊丝型号牌号符合标准的焊丝型号GBAWSJISGBAWSJISYJ501-1YJ501Ni-
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 洛兰特斯
洛兰特斯
本文标题:焊丝对照表
链接地址:https://www.777doc.com/doc-6213117 .html