您好,欢迎访问三七文档
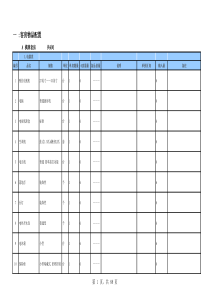
机械制造技术基础1车床传动轴机械加工工艺过程设计(机电09级)1.问题提出零件的几何精度直接影响零件的使用性能,而机械加工工艺过程制定的是否合理将直接影响零件的加工精度。针对车床传动轴,应用所学的机械制造基础知识进行一次加机械工工艺过程设计的综合性工程应用训练。2.专题研究的目的(1)掌握零件主要部分技术要求的分析方法;(2)掌握零件材料的选择方法和确定毛坯的制备方法及工艺;(3)掌握工艺分析方法;(4)掌握定位基准的选择方法;(5)掌握制定出合理的零件加工顺序的原则和方法;(6)掌握制定出合理的零件加工路线的方法。3.研究内容图1所示为车床的传动轴,轴上开有键槽用来安装齿轮以传递运动和动力,两端是安装滚动轴承的支承轴颈。完成该传动轴零件的机械加工工艺过程设计。工艺设计的具体内容包括:(1)进行零件主要部分的技术要求分析研究;(2)确定传动轴的材料、毛坯的制备方法及工艺、热处理工艺;机械制造技术基础2(3)进行加工工艺分析;(4)确定定位基准;(5)制定传动轴的加工顺序;(6)制定传动轴的加工路线;4.设计过程4.1轴上各部分的作用及技术要求分析(1)车床传动轴链接于电机与主轴箱车轮间,用于传动。因此,作为传递力矩的关键零件,为保证力矩传送的平稳性,要求传动轴整体有较高的同轴度。(2)两端的圆柱面与轴承内圈配合,要求较高。要求与其配合件之间配合性质稳定、可靠,故表面粗糙度的数值应取较小值,同时该数值还应和尺寸公差相协调,采取Ra值不大于1.6um。机械制造技术基础3(3)轴肩为了便于轴与轴上零件的装配,是止推面,起定位作用。轴肩表面既不是配合面,与相连的零件也没有相对运动,从加工经济性角度出发,选取Ra值不大于3.2um。(4)键槽通过与键配合实现扭矩的传递,保证连接可靠。键槽侧面是键的配合表面,底面为非配合表面。根据普通平键国家标准,对侧面选取Ra值不大于3.2um,底面选取Ra值不大于6.3um。(5)越沉槽与退刀槽为工艺设计。其表面为非工作表面,从经济性和外表美观出发,选取Ra值不大于12.5um,并以“其余”要求标注在图样中。4.2传动轴的材料、毛坯的制备方法及工艺、热处理工艺(1)选用45#钢,由于此车床传动轴是一般的阶梯轴,并且各阶梯的直径相差较小,所以可以直接以热轧圆柱棒做毛坯。(2)热处理工艺调质处理和表面淬火4.3加工工艺分析4.4定位基准因为传动轴是精度要求较高的轴类零件,因此先以毛坯外圆为粗基准,加工两端面及中心孔,再以中心孔定位完成各表面的粗加工;精加工开始先修整断面再修整中心孔,以提高轴在精加工时的定位精度,再以中心孔为精基准加工外圆。4.5传动轴的加工顺序(1)加工外圆表面时,应先加工大直径外圆,再加工小直径外圆,以避免降低工件的刚度。机械制造技术基础4(2)轴上键槽的加工应在外圆精车或粗磨之后,精磨外圆之前。(3)为了改善工件材料的力学性能而进行的热处理工艺调质、表面淬火通常安排在粗加工之后、精加工之前。4.6传动轴的加工路线粗车—半精车—调质—表面淬火—粗磨—铣键槽—去毛刺—精磨外圆5、加工工艺路线表1阶梯轴工艺过程(小批量时)序号工序内容设备1车端面,钻中心孔车床2车外圆,车槽、倒角车床3铣键槽,去毛刺铣床4粗磨外圆磨床5热处理高频淬火机6精磨外圆磨床表2阶梯轴工艺过程(大批量时)序号工序内容设备1两端同时铣端面,钻中心孔铣端面、钻中心孔机床2车一端外圆,车槽和倒角车床机械制造技术基础53车另一端外圆,车槽和倒角车床4铣键槽铣床5去毛刺钳工台6粗磨外圆磨床7热处理高频淬火机8精磨外圆磨床
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码









 l635436
l635436
本文标题:轴加工工艺
链接地址:https://www.777doc.com/doc-6276336 .html