您好,欢迎访问三七文档
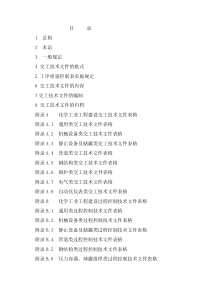
产品返工返修作业指导书文件编号版本号页次1-3制定部门制定日期生效日期修订项目NO.修订日期修订内容加工六厂1.目的为降低成本损失使不合格品符合要求或满足预期用途,且使返工返修过程得到有效的质量控制,特制定本作业指导书。2.适用范围加工六厂所有不合格品的返工返修作业。3.术语和定义3.1不合格品:经检验和试验判定,产品质量特性与相关技术要求和图纸工程规范相偏离,不符合客户接收准则的产品。3.2返工:为使不合格产品符合要求而对其采取的纠正措施,返工成功后的产品一定是合格品。3.3返修:为使不合格产品满足预期用途而对其所采取的措施,返修成功后的产品可以满足预期用途,但仍然是不合格品。3.4复检:返工后的产品由检验员进行100%检验并做好标识,记录检验结果。4.职责权限4.1技术部依据不合格品状态,制定返工返修方案,必要时下发临时工艺图纸。4.2生产部依据返工方案,负责实施返工返修作业并进行管控。4.3品质部负责返工返修过程中的品质跟踪,品质结果的确认及产品处置方式的判定。5.返工返修流程5.1执行返工返修的前提5.1.1加工过程发现的或由客户退回的不合格品,由品质部组织评估(FMEA),返工风险可控的方可返工,如客户有所要求,在开始产品返工之前必须获得客户批准。5.1.2加工过程发现的或由客户退回的不合格品,由品质部组织评估(FMEA),返修风险可控后沟通客户,获得客户批准方可返修。产品返工返修作业指导书文件编号版本号页次2-3制定部门制定日期生效日期修订项目NO.修订日期修订内容加工六厂5.1.3取得返工返修权限后,由检验员在《产品返工返修记录表》内填写返工返修原因,详细注明产品的尺寸外观要求和检验结果,并将《产品返工返修记录表》同《品质异常处理单》第二联、《遏制计划表》钉在一起,放置于隔离品托的第一层易于看到的位置(严禁放入工件内部导致人员从外面无法识别)。注1:任何需返工返修的不合格品均需填写《产品返工返修记录表》,单独隔离管制。注2:任何需返工返修的不合格品,均需在《产品返工返修记录表》出具24小时内完成返工返修。5.2返工返修方案的拟定5.2.1对于已授权可进行返工返修的不合格品,依据不合格原因,若为一些简单原因(如去除毛刺等)导致需要返工返修的,可由生产班长在《产品返工返修记录表》内填写返工返修方案,技术部主管签字确认后实施。5.2.2返工返修技术难度大的不合格品,由技术部主管负责制订返工返修方案,技术部经理签字确认后方可实施。5.2.3返工返修方案必须注明所使用的设备、工具和场所。注:对于返工返修方案中存在不可避免的会引起其它合格尺寸和外观发生变化的操作,须有返工返修方案制定者在《产品返工返修记录表》返工返修方案一栏内注明相关尺寸和外观要求。5.3返工返修实施和过程跟踪验证5.3.1所有的返工返修必须由生产班长安排相关人员实施返工返修作业并进行过程监督;返工返修复杂的产品须由生产班长亲自返工返修。5.3.2在作业前,生产班长需向员工讲解作业要领、加工和检验注意事项,必要时编制和调试好程序和参数。5.3.3返工返修首件必须第一时间交由检验员确认,检验员需对返工返修方案中发生变化的所有尺寸和外观进行检验,检验合格后方可进行生产。5.3.4检验员负责对返工返修产品的100%复检,发现不合格时立即通知生产人员停止生产,对不合格品做好标识单独放置,班长查找原因调试后,重新确认首件。产品返工返修作业指导书文件编号版本号页次3-3制定部门制定日期生效日期修订项目NO.修订日期修订内容加工六厂5.4返工返修产品的确认和处置5.4.1返工返修完成后,检验员对返工返修的产品确认结果张贴标识,并将结果记录于《产品返工返修记录表》实测结果一栏内,通知生产班长。5.4.2返工产品确认符合要求后,允许加入原来产品批次内。5.4.3返修产品确认符合预期用途后,不允许加入到原有批次内,需单独管制和标识,在取得客户对此返修产品形成文件的让步授权后,张贴警示单独发货给客户。5.4.4返工返修未达到要求或符合预期用途的工件,用红笔在工件表面做好标识插上隔离单转移至隔离品区,待二次评估确定处置结果。5.5返工返修费用核算与统计5.5.1待返工返修完成后,由生产部提报相关费用(人工费用、管理费用、消耗费用、配件费用等),月末提交给财务部,提交时必须注明返工返修费。5.2.2财务部每月对各单位的返工返修费进行汇总。6.参考文件6.1不合格品控制程序6.2标识控制程序7.相关记录7.1返工返修记录表7.2品质异常处理单7.3遏制单附录1:遏制计划表填写规范1.不合格产品的具体型号,如583壳体,此处填“583”。2.不合格产品的名称,如583壳体,此处填“壳体”。3.该产品的客户名称,如583壳体的客户为博世,此处填“博世”。4.产生不合格的工序,如145单缸Φ90.000(0/+0.035)小超差,此尺寸在OP20加工,则此处填“OP20”。5.产生不合格的机床号,如145单缸Φ90.000(0/+0.035)小超差,此尺寸在13#机床加工,则此处填“13#”。6.不合格品的加工日期和班次,如不合格品是在17年9月16日白班生产,,则此处填“10.09.16/白班”。7.日期和顺序号,如17年9月16日发生2次遏制,发生的第2次遏制,此处填“20170916002”。8.产品不合格内容的具体描述包括规格要求和测量结果。9.造成不合格的责任人和当班生产班长。10.负责监督遏制的当班检验员。11.不合格品的加工时间段,如不合格产品是在2017年9月16日14:00-16:00生产的,此处填“2017091614:00-16:00”。12.不合格品追溯遏制时间,如不合格产品是在2017年9月16日16:00发现开始追溯的,此处填“2017091616:00”。13.若不合格品流入客户端,填写通知客户的时间。14.发生不合格的当班生产班长负责安排责任人将需要遏制隔离的不合格品放置在隔离托上。15.若不合格品流入客户端,驻顾客公司代表负责挑选遏制不合格品。16.造成不合格的原因类别,在所属类别的前面打“√”。17.各个位置场所遏制的可疑产品数量。18.各个位置场所遏制的可疑产品对应的处置方式和数量,如产品下线托遏制12件,其中报废3件,需返修7件,合格品2件则填写“报废3件,返修7件,合格2件”。19.造成不合格的责任人负责追溯隔离并签名。18432765211211109201918171314151620.当班生产班长监督执行签名。21.当班检验员负责监督确认并签名。附录2返工返修标示卡填写规范产生不合格的工序产生不合格工序的加工日期产生不合格工序的加工班次不合格产品的名称不合格产品的具体型号不合格产品的数量✔产品不合格内容的具体描述包括规格要求和测量结果返工返修所应用的方法返工返修后确认合格产品的数量造成产品不合格的责任人负责确认的检验员附录3品质异常处理单填写规范1.半成品在制程前打“√”,所有加工工序完成的成品在成品前打“√”。2.造成不合格的部门,如因生产部门造成的不合格则填写“生产”。3.不合格产品的名称,如583壳体,此处填“壳体”。4.产生不合格的工序,如145单缸Φ90.000(0/+0.035)小超差,此尺寸在OP20加工,则此处填“OP20”。5.生产此不合格品的操作工。6.不合格品遏制隔离时间,如不合格产品是在2017年9月16日16:00发现开始隔离的,此处填“2017091616:00”。7.不合格产品的具体型号,如583壳体,此处填“583”。8.隔离的所有可疑产品的数量。9.对所有可疑产品100%检验确定不合格品的数量。10.不合格品的加工时间段,如不合格产品是在2017年9月16日14:00-16:00生产的,此处填“2017091614:00-16:00”。11.产品不合格内容的具体描述包括规格要求和测量结果。12.在不合格品处置方式的类别前打“√”,需要返工返修的写明尺寸和外观要求。13.返工完成后检验员填写结果包括合格数量,报废数量。14.生产班长填写导致产品不合格的原因分析。15.生产班长填写针对原因的改善对策和实施1435679821114131512161017181920完成时间并签名。16.17.18.质量主管、经理、总经理根据问题的严重性填写指导意见。19.检验员对措施实施的效果跟踪验证并填写结果。20.质量部进行经验总结并对员工宣导。产品返工返修单填写标准
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 41877505
41877505
本文标题:返工返修作业指导书
链接地址:https://www.777doc.com/doc-6420107 .html