您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 电装禁限用工艺(101-200页)
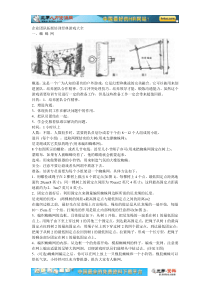
5.焊接工艺焊接工艺涉及禁(限)用工艺8项,其中禁用工艺4项,限用工艺4项。焊接是电子产品实现电气连接的主要途径,具体方法有手工焊接、波峰焊接和再流焊接等。不管采用何种方法,在操作中都必须遵循禁(限)用工艺的要求。1)导线与接线端子焊接时,为保证焊料顺利流动和渗透,导线的截面积不应超过接线端子接线孔的截面积。同时,为便于操作,每个接线端子上不应超过3根导线。2)焊接时,对焊剂的使用必须做到严格控制。液态松香基焊剂分为R型(纯松香焊剂)、RMA型(中等活性焊剂)和RA型(活性焊剂)。考虑到焊剂的腐蚀性和连接的可靠性,电子产品的焊接规定应使用R型和RMA型焊剂,并符合GB9491的技术要求。导线、电缆的焊接禁止使用RA型焊剂,其它场合使用RA型焊剂时应得到批准。3)印制电路板金属化孔的焊接禁止使用两面焊接的方法,焊接时应使焊料从金属化孔的一侧流到另一侧,以保证金属化孔的焊接质量,两面焊往往会掩盖金属化孔本身质量问题,造成孔内夹渣、气泡、虚焊等缺陷,对多层印制电路板影响尤为严重。4)手工焊接时,焊点应做到在常温下自然冷却,严禁采用任何强制冷却(如用嘴吹)的方法,以利用焊点合金层的生成,保证焊接质量。5)对于有缺陷的焊点,允许返工,但每个焊点返工的次数不得超过3次。6.导线对导线焊接衔接导线对导线的连接包括焊接衔接与压接衔接。高可靠电子产品的导线对导线焊接衔接涉及禁用工艺4项。1)不允许短线续接连接;2)允许导线根数、规格需要变化时,用焊锡环对导线电缆的转接进行;禁止使用于延长电缆线束。图6合格3)不允许导线搭接连接。图7不允许4)不允许导线散接连接。5)不允许导线绕接连接。图9不允许6)不允许导线钩接连接。图10不允许导线对导线焊接衔接中的续接连接、搭接连接、散接连接、绕接连接和钩接连接在要求不高的电子产品中是允许的,但在高可靠电子产品中列为禁用工艺范畴。转接连接在高可靠电子产品中是有条件的,即允许导线根数、规格需要变化时,用焊锡环对导线电缆进行转接连接;禁止使用于延长电缆线束。在高可靠电子产品中,绕接连接和钩接连接通常适用于导线和接线柱的连接,如图11所示。图11合格合格不合格图127.跨接线的处理跨接线的处理涉及5项限用工艺。主要有一项原则,即“印制板上一般不用跨接线”及4项具体限用工艺。图13不合格,跨接线跨越了元器件8.导线焊接与压接工艺导线焊接与压接工艺涉及禁(限)用工艺12项,其中禁用工艺8项,限用工艺4项;涉及到导线与接线端子的匹配和接线端子上连接导线的根数,主要由设计决定,将在禁限用工艺与电路设计的关系一章中详尽叙述。图15合格合格a)接触偶端口与导线绝缘层末端距离不大于1mm,见图15a)中“1”;b)压接件的压痕部位示意见图15a)中“2”;c)接触偶的观察孔内能见到芯线,且导线要求插到底,见图15a)中“3”。图16不合格,导线未插到底且接触偶观察孔仅有部分芯线图17不合格,导线未插到底且接触偶的观察孔内无芯线图18不合格,在接触偶的观察孔内出现导线的绝缘层图19不合格,在导线压接区域外有导线股线图20不合格,接触偶的导线入口边缘由于压接而变形图21不合格,压痕位于压接区以外图22不合格,压接使检查窗变形图23不合格,接触偶上可见到裂纹、裂缝图24不合格,接触偶经过两次压接图25不合格,导线芯线与接触偶不匹配,填充外引线图26不合格,导线芯线与接触偶不匹配,用折弯芯线填充图27不合格,在插入接头之前,导体已纽绞到了一起9.清洗工艺清洗工艺涉及禁(限)用工艺2项,其中禁用工艺2项,限用工艺7项。电子产品组装完成后应100%进行清洗,清洗方法有用汽相清洗、手工清洗、超声波清洗和水清洗等。1)汽相清洗通常使用三氯三氟乙烷(CFC-113)作为清洗剂。但由于CFC-113对大气臭氧层有破坏作用,严重危害人类的生存环境。因此,利用CFC-113为清洗剂的汽相清洗工艺被列入禁用工艺。2)超声会对元器件的内连线造成损伤,所以被列为禁用工艺。超声波清洗的原理是利用超声波在清洗液中疏密相间的向前辐射,使液体发生振荡并产生许多微小气泡。这种气泡在超声波纵向传播的负压区形成、生长,而在正压区迅速闭合。在这种“空化”效应的过程中,气泡闭合形成超过1000个大气压的瞬间高压,连续不断的冲击清洗表面,使清洗件表面和缝隙中的污垢迅速剥落,达到洗净清洗件表面的目的。昀先提出超声波清洗对电子元器件有损害的是美国。1956年,美国有一篇关于超声波清洗的“空化”效应可能损坏二极管和内连焊接的报道;1965年,美国军标明确规定PCA不得使用超声波清洗,1992年,美国著名SMT专家Stephnwhinch在“表面安装技术手册”论文中指出:超声波清洗会引起焊接连线的断裂;1997年美国清洗标准ANSA-J-ST00ID中既没有提到超声波清洗可以应用于军事电子装备,也没有明确予以否定。GJB3243《电子元器件表面安装要求》明确规定不允许使用超声波清洗。关于超声波清洗对电子元器件的损害,主要包括两个方面:其一是在一定的超声波频率范围内,超声波的“空化”效应对电子元器件的内连线的损坏;瑞士SMT专家及我国有关专家认为:当超声波频率高于40Khz以上时,超声波对电子元器件没有多大影响;但此时超声波对污染的清洗能力也随之大大下降。其二是超声波所产生的静电感应对集成电路,尤其是CMOS电路有一定程度的损害。因此超声波清洗在PCA的清洗中已被淘汰,而主要用于金属零件和PCB(光板)的清洗。3)关于清洗后的烘干温度HB6187规定:清洗过的组装件烘干温度不应超过75℃,有禇半导体器件的组装件其烘干温度不应超过53℃。固化的方式有加热固化与UV固化两种。固化温度的确定一是涂料本身要求,二是PCB组装板上元器件及导线所能允许的昀高温度;确定固化温度需要十分慎重。固化时间需根据涂覆材料性质决定,原则上是按涂料标准聚合温度与时间计算,每降低10℃,时间需增加一倍。元器件加固后的烘焙固化,或是印制电路板组装件清洗后的烘干,在烘焙温度的选择上有一个原则,这个原则就是IPC-J-STD-001D所要求的:“要防止热冲击”!HB6187-1989所规定“清洗过的组装件烘干温度不应超过75℃”的条件是比较宽松的;HB7262.5-1995规定:抽作离子污染度测试的所有印制电路板组装件应在60±5℃的烘箱中烘4~5h。而GJB3243-1998规定:“元器件应能承受40℃的清洗溶液至少浸泡4min。QJ3258-2005对硅橡胶粘固及灌封的固化规定是:“在室温为20℃~35℃,湿度大于40%的条件下固化时间为24h。”从HB6187-1989对清洗过的组装件烘干温度75℃的规定,到HB7262.5-1995对印制电路板组装件烘干温度60±5℃的规定,再到GJB3243-1998的要求,对于清洗的温度要求越来越严。从实际情况来看,对清洗过的组装件烘干温度一般也控制在50℃左右;而对于元器件加固后的烘焙固化,QJ3258-2005也规定为室温为20℃~35℃,湿度大于40%的条件下固化时间为24h。中兴通讯对AR类LOCTITE3900推荐的固化条件是40~60%的相对湿度,在22.5℃温度下烘烤5分钟预固化,完全固化温度多22.5℃,时间24小时;对UR类S01-3聚氨酯清漆推荐的固化条件是:对于涂覆后印制电路板组件,在45~50℃温度下预烘3小时,除去保护夹具,在继续在45~50℃温度下烘21小时。部件的要求要高于整机产品是对的,建议改变高温烘焙方法,改为室温或低温烘焙,通过延长烘焙时间来达到固化的目的。如果烘焙温度超过100℃,将对模块内部的元器件及线缆产品造成强烈的热冲击,因为有些线缆产品,例如ASTVR导线的工作温度只允许到75℃,从而大大降低元器件的寿命。4)高可靠性要求的电子产品,例如军事、航空航天、医疗等领域的电子产品,使用免清洗助焊剂后必须100%清洗干净,去除焊剂残留物及各种污染物,满足SJ20883的要求。清洗是PCB组装中的重要工序,它对电子产品的质量和可靠性起着至关重要的作用,绝不是可有可无、或者说仅仅是为了外观好看、或者说单纯是为了环保的需求。对于高可靠电子产品,不论是通孔插装还是表面组装,无论采用哪一种工艺,在再流焊、波峰焊、浸焊或者手工焊后,也无论选用哪一种助焊剂,包括采用免清洗助焊剂后,印制电路板组件都必须进行严格的、一丝不苟的、有效清洗,以除去助焊剂残留物和各种污染物。特别对于表面组装工艺和无铅焊接技术后,在高密度、高精度组装中,由于助焊剂可进入表面组装元器件和基板之间的微小间隙,从而使得清洗显得更加困难也更显重要和必要。清洗是清除污染物的过程。清洗过程的选择不仅取决于助焊剂的种类,杂质的种类及组装的类型,还取决于具体使用的要求。例如,航天、航空和各种军事装备的高精密电子仪器,均要求极高的可靠性,为了符合特殊的使用要求,往往需要2~3个清洗工艺步骤。受产品小批量多品种的限制,大部分军工企业长期以来局限于手工清洗,清洗剂一般用120#航空洗涤汽油、无水乙醇或异丙醇;这种既原始又落后的清洗方法给电子产品的可靠性增添了许多潜在的隐患。在印制电路板组件整个生产过程中,各种污染物会残留在电路板组件上,必须清洗干净,才能确保电子产品的可靠性、工作寿命和电气性能。清洗目的是为了有效而成功地消除助焊剂焊后的残余污染物。在PCB的装配、组件安装和表面贴装过程中,由于操作、助焊剂的使用及焊接和生产环境等均会产生不同程度的污染物。包括:◆元器件引线上的污染:昀常见的污染物是表面氧化层和手印。形成表面氧化层的原因是元器件的存放时间、环境、包装等。手印的主要成分是水,肤油和氯化钠以及护手用品。◆装联操作中产生的污染:在装联过程中,对不需要焊接的部位多采用胶带、热塑化合物等掩膜保护起来。在高温焊接作用下,胶带粘接残留物会变成难以去除的污染物,而残留在组件表面上。◆助焊剂的污染:印制板组件在焊接后有两种污染现象,一是助焊剂扩散造成的污染物,二是助焊剂残留在PCB上的污染物。常用的有松香性助焊剂既无极溶剂中的卤化物、免清洗焊剂白色沉淀物等残留物。◆焊接过程中的污染:PCA在焊接过程中要产生各种污染,主要是PCB上微小的焊料球,焊料槽内浮渣、焊料中的金属夹渣、防护油脂等。◆工作环境的污染:工作场地的尘埃、水及溶液剂的蒸汽、烟雾、微小颗粒有机物,以及静电引起的带电粒子。污染物对电子产品的危害包括:◆化学污染的危害:造成氧化腐蚀,发生化学反应。使金属机械强度下降,元器件引线断裂,印制线条断裂,金属化孔不良,可焊性下降,焊点变暗等严重现象。◆物理污染的危害:物理污染主要指印制电路板组件外观损坏,或由于湿气的凝聚、吸收和吸附作用,形成离子化污染的溶解,进而活化潜在的污染的危害。物理污染会加速化学污染、光学和其它污染,带来更严重的危害。◆机械污染的危害:产品在生产、使用过程中受到振动或摩擦的影响,造成印制表面与粘接剂界面的损伤与污染,还会产生镀层损伤,造成金属焊盘脱落及印制板组件脱离的危险。◆光学污染的危害:在光敏电路中,由于污染物的聚集,影响了对光的吸收和反射,造成电路信号改变或终止。由于上述化学的、物理的、机械的、光学的污染,造成对电路性能的危害,导致改变或终止电路的正常信号的功能,出现电路中断、电阻增加、局部发热氧化、甚至电路短路,当在较高温度和湿度作用下,还会产生漏电流,介电常数及损耗系数的改变等不良现象,昀终导致产品失效。印制电路板在焊接和清洗过程中,涉及的化学材料很多,如:Sn-Pb焊料及各种微量金属元素(铝、锌等),还有它们的氧化物,各种焊剂,如:松香性焊剂、水溶性焊剂等,焊膏中还有触变剂、溶剂等,电路板的层压材料、阻焊膜,空气中的潮气、氧气。清洗时的各种溶剂(含氯、氟的有机溶剂、酒精溶剂、水溶剂等),这么多化学材料,在焊接高温下和清洗过程中会发生化学反应。以常用的松香助焊剂为例:常用的松香助焊剂由松香树脂组成,而松香树脂的主要成分是松香酸,松香酸的分子中有不饱和的双键,因此特别容易氧化。印制电路板在焊接受热时,松香酸迅速氧化,形成过氧化物和酮化合物,这些化学成分比
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 flatpeach
flatpeach
本文标题:电装禁限用工艺(101-200页)
链接地址:https://www.777doc.com/doc-6436645 .html