您好,欢迎访问三七文档
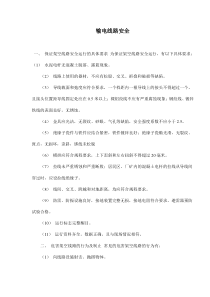
Q/HX1061.8-200270前言本标准根据国家电力公司《电业安全工作规程》、《防止电力生产设备二十五重大事故的要点》、原水电部《发电厂检修规程》中有关规定,在原平顶山鸿翔热电有限责任公司《电气检修规程》的基础上进行修订。本标准规定了检修人员在母线大、小修,平时检修的处理方法,杜绝违章作业,保证员工在电力生产活动中的人身安全,是检修人员的工作指导书。本标准所代替的标准于1996年发布实施,本次修订、复审、再版并发布实施。本标准自实施之日起,所替代的原平顶山电厂企业标准《QB/PD-106-01.13-96母线检修规程》同时废止。本标准由公司标准化办公室提出。本标准由生产计划部归口。本标准由检修公司电气专业负责起草。本标准起草:孟红生本标准审核:郭静宇张绍勇本标准审定:张士豪本标准批准:卢利江本标准由生产计划部负责解释。Q/HX1061.8-200271母线检修规程1主题内容与适用范围1.1本规程规定了母线的检修周期,检修方法及质量标准。1.2本规程适用于平顶山鸿翔热电有限责任公司生产现场各种硬母线及软母线的检修及配制。2母线规范(见表1)表1母线规范母线型号材质额定电流(A)使用范围LMY-80×10铝排13606kVⅠ、Ⅱ、Ⅴ段,6kV备用段,380VⅢ段、化水段LMY-80×8铝排1360380VⅢ、Ⅴ段,备用Ⅰ、Ⅱ段,燃油段、补水段LMY-100×10铝排1500380VⅣ段,6kVⅢ、Ⅳ段LMY-125×10铝排2089输煤段LGJ-250铝绞线450#1、#2、#4、#5主变,110kV出线IMY-(200×90×10)铝排4000#1、#2、#3、#4、#5机母线桥#1、#2、#3、#4、#5主变母线桥LGJa-400铝绞线850#3主变出线,#2主变35kV母线TMY-80×8铜排1490380V除灰Ⅰ、Ⅱ段2(TMY-80×8)铜排2470电除尘Ⅰ、Ⅱ段及备用段3检修周期3.11年~3年对母线及支持瓷瓶进行全面清扫检查,紧固各部位螺丝。3.2根据情况,每5年~10年母线大修一次,对母线各结合面全面检查,并涂凡士林油。3.3对输煤等灰尘较多的地方,应每年进行一次清扫检查。3.4发现母线接头有过热痕迹或有其它缺陷时,应及时安排停电检修,消除缺陷保证安全运行。4母线的检修工艺4.1硬母线的检修4.1.1全面清扫母线,母线伸缩节及支持瓷瓶。4.1.2仔细检查支持瓷瓶表面应清洁,光亮,无裂纹。破损及闪络痕迹,绝缘子安装牢固无松动现象。4.1.3检查母线应平整无扭曲及歪斜现象,当母线水平放置时,母线支持夹板的上部应与母线保持1mm~1.5mm的间隙,母线立放时,夹板上部与母线保持1.5mm~2mm的间隙,保证母线能自由伸缩。4.1.4检查母线夹板应平整牢固,检查紧固螺丝,以防振动脱落。4.1.5母线的相色漆应完整,鲜明。4.1.6母线接头部分不得涂漆,供携带型接地线挂接的接触面上不得涂漆。4.1.7为防止接头部分接触面氧化及进水,可在母线接触部分侧面及缝处涂透明漆。4.1.8检查母线伸缩节与母线的连接应牢固软连接片无断裂现象,伸缩节系用0.2mm~0.5mm厚的铜片或铝片跌成,其总截面应不小于母线截面。4.1.9检查母线接头平整,弹簧垫齐全,弹簧垫应具有良好弹性。4.1.10检查所有母线接头无过热现象,连接螺丝应紧固,0.05mm塞尺检查接触面的接触情况,塞尺塞入深度不得超过5mm,否则应分解接头连接,修整接触面,并涂少许凡士林油后进行连接,直至测量合Q/HX1061.8-200272格。4.1.11焊接连接的母线,检查焊接处应无裂纹、变形及过热现象。4.1.12检查母线接头处的示温片应无溶化、缺少部分应补齐,发现示温片溶化时,应查明原因,并进行处理。示温片分黄60℃,绿70℃,红80℃,紫90℃四种。4.1.13母线检修完毕后,应清扫干净,检查母线上不得遗留有工具,棉纱等异物。4.1.14通知高压试验人员进行常规性试验。4.2硬母线的配制与安装4.2.1母线的校正;平整母线时,应使用木锤或橡皮锤,禁止用铁锤直接敲击母线,以免造成凹陷或机械损伤。4.2.2母线有平弯、立弯和扭弯三种形式,弯曲母线时,弯曲处不应有裂纹及明显折皱,弯曲半径不得小于表2规定。表2母线最小弯曲半径弯曲方法母线截面mm最小变曲半径铜铝钢立弯50×3以下1a1.5a0.5a120×10以下1.5a2a1a平弯50×50以下2b2b2b120×10以下2b2.5b2b表中:a—母线宽度b—母线厚度4.2.3母线90°扭弯制作时,其扭弯部分的长度不得少于母线宽度的2.5倍。4.2.4母线连接时之孔眼、螺栓、垫圈的选择参看表3规定,螺栓、垫圈应经烤兰处理或镀锌。表3母线孔眼、螺栓、垫圈选用规范螺栓M螺孔直径mm垫圈尺寸适用于母线连接尺寸mm外径(φ)内径(φ)厚度67146.5320×20的垂直与直线连接1011.52210.5420以上的垂直与直线连接1213.5283413134630以上的垂直与直线连接1618374216.516.56650×50以上的直线连接及60×60以上的直垂连接182042196120×120的垂直与直线连接4.2.5接触面的检修运行中发热的接触面和新配制母线的接触面(母线接头的接触面积设计见附录A),均应进行处理。4.2.5.1铝母线连接处的接触面,用中等挫刀进行处理,并用直平尺检测平直度,接触面应平整,略呈粗糙。4.2.5.2铜母线和钢母线的接触面都必须进行挂锡,如果由于平整接触面而破坏了挂锡层,必须重新挂锡。4.2.6母线的螺栓连接4.2.6.1用螺栓连接母线时,连接部分接触面应涂上一层中性凡士林,螺栓应选用镀锌件。4.2.6.2螺栓的装法:当母线平放时,螺栓由上向下穿,其余情况螺母要装在便于维护侧。螺栓两侧,均装平垫圈,螺母侧加装弹簧垫圈,两螺栓垫圈间应有3mm以上的间距。4.2.6.3连接螺栓的紧固Q/HX1061.8-200273在紧固螺栓时,选用合适的搬手,逐个均匀拧紧,一般以弹簧垫圈压平为宜,拧紧后的螺栓应多出螺母3扣~5扣,母线接触部分应保持紧密配合。用0.05mm的塞尺检查接触面间隙,塞入深度不得大于5mm,否则应重新进行处理。4.2.6.4铝母线与设备端子连接时,如设备端子为铜质(不含有镀层者),应使用铜铝过渡接头,以免引起接头电化腐蚀和弹性变形,安装铜铝过渡接头时,铜铝过渡焊缝应离开设备端子3mm~5mm,以免产生过渡腐蚀。4.2.6.5母线用螺栓连接后,需将连接处外表上的油垢擦净,在接头表面和缝隙处涂透明胶漆。4.3软母线的检修4.3.1检查清扫母线、应清洁,无断股,扭曲,松股等现象。4.3.2清扫绝缘子串上的积灰,检查瓷瓶表面应光滑,无裂纹及放电痕迹,绝缘良好否则应更换瓷瓶。4.3.3检查绝缘子串的连接应可靠,轴销齐全。4.3.4检查压接线夹中的母线应无过热,烧伤的痕迹,重新连接时,应清除母线表面氧化膜,使导线表面清洁,并涂一层凡士林。4.3.5检查线夹螺栓应紧固,平垫、弹簧垫应齐全。4.3.6接头检修后,在接头接缝处应用油膏填塞,以防进水氧化。4.3.7绝缘子串按规定进行绝缘测量及耐压试验。Q/HX1061.8-200274附录A母线接头的接触面积设计母线接头的接触面积设计)mm/A()A()mm(R221规定的电流密度通过接触面的正常电流所需接触面积接触面的规定电流密度见表A.1。表A.1接触面的规定电流密度接触面材料铜—铜铜—铝铝—铝铜—铁工作电流A200600100020060010002006001000200600电流密度A/mm20.30.20.10.270.140.070.150.10.050.040.03
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 yuxiang4532
yuxiang4532
本文标题:母线检修规程
链接地址:https://www.777doc.com/doc-6436885 .html