您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 企业文化 > 超临界水氧化处理橡胶废水的实验研究
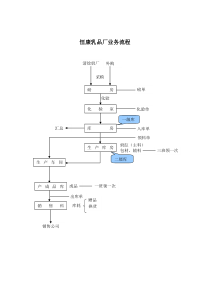
HighThermalConductivity[J].Ind.Eng.Chem.Res.2005,44,30-40.[3]JinwenChena,HongYang,Mathematicalmodelingofmonolithcatalystsandreactorsforgasphasereactions[J].AppliedCatalysisA:General345(2008)1-11[4]何小荣,朱家义,胡晓丽,等,焙烧温度对Al2O3载体及Pd/Al2O3催化剂性能的影响[J].石化技术与应用,2009,27(3):233-237.[5]LandongLi,BinXue,Directsynthesisofzeolitecoatingsoncordieritesupportsbyinsituhydrothermalmethod[J].AppliedCatalysisA:General2005:312-321.[6]A.Nijhuis,A.E.W.Beers,T.Vergunstetal,Preparationofmonolithiccatalysts[J].CatalysisReviews,2001,43:345-380.第30卷第5期2016年9月天津化工TianjinChemicalIndustryVol.30No.5Sep.2016超临界水氧化处理橡胶废水的实验研究霙1.21.21.21.21311(1.天津市环境保护科学研究院,天津300191;2.天津市联合环保工程设计有限公司,天津300191;3.天津市河东区环境保护监测站,300170)橡胶废水具有水量大、有机污染成分含量高且难于生化降解等特点,是难处理的工业废水之一。超临界水氧化法是一种高浓度难降解有机废水处理技术,该技术可以在极短的反应时间内将废水中的有机物完全氧化分解,完全去除有机废物中的有毒有害物质,对COD、氨氮、硫的去除率都达到了80%以上,出水水质完全符合排放标准的要求,是一种解决橡胶污水处理难题的有效途径。橡胶废水;超临界水氧化;去除率doi:10.3969/j.issn.1008-1267.2016.05.017X783.3A1008-1267(2016)05-0044-05:2016-04-22超临界水氧化(SCWO)技术是一种可实现对多种有机废物进行深度氧化处理的技术。超临界水氧化是通过氧化作用将有机物完全氧化为清洁的H2O、CO2和N2等物质,S、P等转化为最高价盐类稳定化,重金属氧化稳定固相存在于灰分中,具有反应速率快、效率高、适用范围广、无二次污染等特点[1]。橡胶废水由于具有水量大、污染物难以生化降解等特点,处理难度较大,目前有效的处理方法有混凝絮凝法、臭氧氧化法、水解酸化法、活性污泥法等,单独采用其中一种处理方法,效果不太理想,废水难以达标[2]。利用超临界水氧化技术处理橡胶废水,为橡胶废水的处理提出一个新的解决途径。1实验材料与方法StudyonSupercriticalWaterOxidationofRubberWastewaterHouYing1.2*,ShiYan1.2*,SunKai1.2*,LiuHan1.2*,ZhangWei1,MaJun-li3XuDan-yu1,DuanYun-xia1(1.TianjinacademyofEnvironmentalSciences,Tianjin300391;(2.TianjinUnitedEnvironmentalProtectionEngineeringDesign.Co.,Ltd,Tianjin300391;3.HedongdistrictofTianjinenvironmentalprotectionmonitoringstation,Tianjin300000)Abstract:Rubberwastewaterisgenerallycharacterizedwithlargewatervolumeandhighorganiccontaminants,anddifficulttobebiologicallydegradedcomparedtotheordinarywastewater.ApplicationofSCWOtechnologytorubberwastewatertreatmentshowedthattheaverageremovalratesofCOD,NH3-Nandsulfurwereallabove80%.Theconcentrationoforganicpollutantscanbefurtherdegraded,andthequalityoftreatedwatermeetstherequirementof《IntegratedWastewaterDischargeStandard》.Thistechnologywillpossiblybeanefficientmeanstoovercomethedifficultinthetreatingprocessoftherubberwastewater.Keywords:rubberwastewater;SCWO;removalrate1.1原水水质实验用水为天津市某橡胶厂生产废水,水质指标为:pH6.7;COD:1760mg/L;氨氮:90mg/L;硫含量160mg/L。1.2实验装置实验采用的超临界水氧化设备,不绣钢机架,设备布置合理,适宜操作,其工艺流程如图1所示。1.3实验方法向气体预热器内注入去离子水,开启氧气瓶阀门,氧气由钢瓶减压阀减压后经过气体增压泵进入预热器与去离子水混合预热。在高压柱塞泵的动力作用下,将废水打入预热器进行预热。在高压柱塞泵和气体增压泵同时作用下,预热后的废水和氧气一起被送入反应器。反应物在反应器内被高温氧气氧化,然后进入换热器冷却。冷却后,气液混合物经过降压、气液分离,出水排出。2结果与讨论采用超临界水氧化设备降解有机污染物,温度380~580℃、压力22~30MPa进行正交试验,考察有机物的超临界水氧化降解效果。分别讨论了反应温度、压力、停留时间和氧气浓度等因素对COD、氨氮和硫去除率的影响,确定最佳工艺条件。2.1温度的影响温度对超临界水氧化有机物反应的影响体现在两个方面,在其它影响因素一定的条件下,升高温度,反应速率常数会以指数的速度增大,使反应速率加快;但在温度升高的同时,反应物的密度又会降低,导致反应速率降低。因此,在不同的温度范围内,这两种效应对反应速率的影响程度也不相同。选择实验温度380~580℃,考察了COD去除率、氨氮去除率以及硫去除率随温度变化的情况,结果如图2、3、4所示。2.1.1温度对COD去除率的影响由图2可以看出,一定压力下,升高反应温度,COD去除率明显提高。压力一定时,影响有机物去除率的因素主要有反应温度、反应物浓度(有机物浓度和氧气浓度)和停留时间。升高温度,超临界水的密度会减小,即造成反应物的浓度降低,同时在反应器里停留的时间也会相应地缩短[3]。反应物浓度的降低和反应时间的缩短都会使反应进度变小,这两种情况都不利于有机物的氧化降解。然而在此条件下,COD去除率却大大地提高,在此认为温度大于530℃时,所有影响因素中,温度对反应的影响占主导作用,高温的环境使得反应物活化分子的比例大大提高,故在较短的时间内能将绝大部分有机物氧化降解。2.1.2温度对氨氮去除率的影响如图3所示,温度对氨氮去除率的影响也非常明显,压力在22~24MPa时,升高温度,氨氮去除率的增幅较小。压力大于26MPa时升温,对氨氮的降解有明显的提升作用。2.1.3温度对硫去除率的影响由图4可以看出,一定压力条件下,随着反应温度的升高,硫的去除率明显提高。当温度由530℃升高到580℃时,硫的去除率稍微下降,这是由于温度的升高造成超临界水溶液密度降低,同时也导致停留时间减少,从而使得反应进度变小。2.1.4小结温度对COD、氨氮和硫去除率的影响如下:(1)图1实验艺流程图图2温度对COD去除率的影响图3温度对氨氮去除率的影响侯霙等:超临界水氧化处理橡胶废水的实验研究第30卷第5期反应温度/℃氧气比为4、停留时间8~67sCOD降解率/%反应温度/℃氧气比为4、停留时间8~67s氨氮降解率/%45温度升高,对提升有机物去除率有明显促进作用,即随着温度的升高,COD去除率增加。(2)对氨氮去除率的影响主要是从430℃升高至530℃时增加明显。由于氨氮的去除率不是很高,氮的降解有可能是有机物进一步氧化降解的控制步骤。(3)对硫去除率的影响是当达到530℃时,硫的降解变得非常容易,26MPa时可完全降解。综上,温度对废水有机物的氧化降解影响显著,随着温度的升高,有机物的氧化去除率越大。但单纯通过升高温度来增加有机物的去除率,会对设备的寿命造成很大影响,能耗过高,显然是不可取的。为了获得较高的去除率,温度选取在530~580℃之间。通过确定反应压力、调节氧气浓度和反应时间,在保证处理效果的前提下,选取较低的反应温度。2.2压力的影响压力对反应的影响主要体现在压力的变化对超临界水密度产生的影响,水密度的变化将引起体系中反应物浓度的变化,从而影响反应速率。水密度的变化还会影响废水在反应器内的停留时间,即反应时间的变化,进而影响反应进度。在22~30MPa的范围内,考察了压力对COD去除率、氨氮以及硫去除率的影响,结果如图5、6、7所示。2.2.1压力对COD去除率的影响图5可知,在不同的温度段,压力的变化对COD去除率的影响不同,主要体现在两个温度段,即反应温度在380~480℃和530~580℃两部分。分述如下:温度在380~480℃,压力由22MPa升高到24MPa的过程中,COD去除率明显提高,再升高压力时去除率增幅较小。这是由于:(1)超临界水温度在380~480℃,压力由22MPa提高到24MPa时,废水的密度升高,即反应物浓度升高,使得反应速率加快,COD去除率升高;(2)废水密度升高,导致反应时间延长,COD去除率升高。继续增加压力,则去除率升高不明显。可能是由于该反应物中含有较难氧化的苯环,反应所需活化能较高,此时反应压力和停留时间已不再是主要影响因素,当被活化的分子反应完之后,虽然压力升高但很难再发生反应,故在相对较长的反应时间里,对去除率的提升也不明显[4]。因此在380℃~480℃段,24MPa是最佳反应压力。反应温度在530℃~580℃,压力由22MPa增至26MPa的过程中,COD去除率明显提高,再升高压力时去除率增幅较小。因此,温度大于530℃时,26MPa可认为是最佳反应压力。2.2.2压力对氨氮去除率的影响图6显示,温度在380~430℃时增大压力,氨氮去除率提升不大,在480~580℃时增大压力,氨氮去除率升高明显。反应温度530℃时,压力由24MPa升至26MPa时,氨氮去除率提高近30%。但继续提高反应压力,氨氮去除率变化不明显。这是由于氨氮的降解所需活化能比较高导致的,虽然530℃时,反应系统提供图4温度对硫去除率的影响图5压力对COD去除率的影响图6压力对氨氮去除率的影响天津化工2016年9月反应温度/℃氧气比为4、停留时间8~67s硫降解率/%反应压力/MPa氧气比为4、停留时间8~67sCOD降解率/%反应压力/MPa氧气比为4、停留时间8~67s氨氮降解率/%46了较高的能量,但由于在22MPa、24MPa下反应物浓度较低且反应时间短,所以降解效率并不高;当升至26MPa时,压力的升高不仅增加了反应物的浓度,也延长了反应时间,去除率升高较大;再升高压力时,去除率的增幅不大。在压力较高的条件下处理废水会导致能耗增大,因此降解氨氮的合适压力选择26MPa为宜。2.2.3压力对硫去除率的影响由图7可以得知,压力对硫的降解效果十分显著。在
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 zlingshine
zlingshine
本文标题:超临界水氧化处理橡胶废水的实验研究
链接地址:https://www.777doc.com/doc-6546993 .html