您好,欢迎访问三七文档
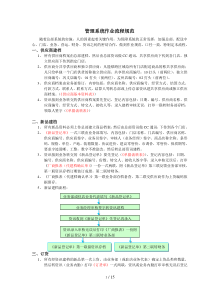
空调器制造流程介绍空调器的作用人--感觉舒适,满足生活、生产、运输、储存、医疗……的需要为人民服务!!舒适:空调效果(温度、湿度、声音、送风距离、速度)、外观、显示、操作性、价格、使用成本(能耗)、可靠性、净化空气……服务空调厂商做什么设计:外观、结构、系统、控制外观-平、直、圆、滑、长、宽、厚、薄、凹、凸、色调搭配、材质感、图案……结构-功能、形状、装配、拆卸……系统-压缩机、换热器、节流装置、管路、风道、水路、保温、防潮、防振、降噪……控制-程序、线路……制造、销售总装钣金喷塑模具控制器管路两器注塑外购整机成品空调器制造流程模具的制造公司模具制造种类--注塑模、钣金模模具加工设备:车床、磨床、锯床、铣床、仿型铣床、摇臂钻床、深孔钻床、加工中心、线切割机、电火花机、翻模机、合模机卧式锯床立式锯床仿型铣床模具的制造普通铣床摇臂钻床深孔钻床普通加工中心龙门加工中心模具的制造卧式加工中心高速加工中心线切割机(快走丝)线切割机(慢走丝)线切割机(慢走丝)模具的制造电火花机立式车床卧式车床模具的制造数控车床平面磨床龙门磨床精密磨床模具的制造翻模机立式合模机卧式合模机模具的制造模具标配件、工具--螺栓、螺钉、顶丝、弹簧、顶针、锉刀、钻头、刀具螺钉圆柱销卸料螺钉顶丝弹簧顶针加工中心刀具模具的制造注塑模具制造对三维模型分析和评估模具成型可行性(结构)确定开模方案、模具设计(模具型式、型腔数、分型面、脱模角度、材料收缩率补偿、冷却系统、胶道、抽芯、气辅、热流道)定制模架、材料、配件、标件及辅料模具加工:加工中心机床对模具材料进行电脑程序加工及其它机械加工(车、磨、线切割、电火花放电、慢走丝等),抛光、电镀、渗氮、钳工装配等塑胶模具热流道装置运水装置模具的制造遥控器模具模具的制造钣金冲压模与塑料模具的区别:塑料模制出的零件一次成型,冲压成型零件需几步或几道工序加工做出,冲压成型分为单工序模具和多工序模具(连续模,复合模:将几道工序的模具合成一付模具,但不是所有冲压零件都可用连续模实现)。钣金模具制造对三维模型分析和评估模具成型可行性(结构)确定开模方案、模具设计(依据冲压工艺路线可将模具设计为单工序模,机械手操作模,连续模或复合模)、模具加工编程定制模架、材料、配件、标件及辅料模具加工:模具材料经相关的加工(备料、热处理、磨、线切割、电脑程序加工等),钳工装配等钣金模具注塑件的制造注塑生产设备:注塑机、模温机、干燥机、氮气发生器、机械手、碎料机、丝印机、移印机、烫金机、激光打标机、激光切割机、超声波焊接机、喷涂设备注塑件的制造注塑机台重要参数:注塑压力、注塑速度、注塑温度、注塑时间、冷却时间、保压压力、保压时间、模具温度注塑件的制造常用注塑原料:ABS、AS+玻纤、PP;色母色粉注塑原料主要技术性能:色差、收缩率、热变形温度、熔融指数、冲击强度、拉伸强度、弯曲强度、断裂伸长率、燃烧性、耐候性、透光率注塑件的制造注塑生产常见不良现象:不饱模、缺胶、溶接痕、气纹、色差、开裂、翘曲、毛刺、气泡、黑点。注塑件生产流程:原料色母搅拌、拉粒→原料烘干→注塑成型→表面处理、水口处理→二次加工(丝印、移印、冲孔、植绒、烫金、激光打标、超声波焊接、喷涂、电镀)→包装。注塑件的制造分体机爆炸图注塑件的制造柜机爆炸图钣金件的制造钣金加工设备:冲压机、油压机、开卷机、分条机、剪板机、点焊机冲压机油压机分条机钣金件的制造开卷机横剪机分条机钣金件的制造数控剪板机油压机机械手钣金件的制造钣金件生产流程:分条开料→剪板→冲压成型→点焊铆接。钢板:分冷板与锌板,锌板分电镀锌板(包括涂油即O板、钝化板即S板、磷化板即P板)和热镀锌板(包括大锌花、小锌花、无锌花,也分钝化板与涂油板)分体面板电机支架喷塑的加工喷塑加工工作范畴:金属外观件(外机面板、侧板、顶盖、阀门支架、底盘)右侧板阀门支架后侧板外罩面板柜机侧板喷塑的加工喷塑所用材料钢板--热镀锌板(无锌花,涂油板)前处理液--脱脂剂(又名除油剂)、表调剂、磷化液(包括添加剂、促进剂)粉末--按材料分环氧、环氧聚酯、聚酯/TGIC、聚氨酯、丙烯酸等,粉末涂料根据成膜物质的不同可以分为热塑性粉末涂料和热固性粉末涂料。我们使用的是热固性耐候户外粉末涂料。喷塑加工工序:上料→预脱脂→主脱脂→水洗I→水洗II→(除锈)→(中和)→(水洗)→表调→磷化→水洗III→水洗IV→纯水洗→烘干→检验I→静电喷涂→检验II→粉末固化→终检→下线喷塑的加工•上述工艺流程适用于无锈的冷板或锌板•有锈蚀或氧化需在“水洗II”后增加“除锈”、“中和”和“水洗”工序•焊接组件或内表面要求高时增加“电泳”工艺喷涂后喷涂中喷涂前喷塑设备:前处理系统、固化炉、喷粉设备(控制安全、输粉喷涂、粉末循环、粉末回收)喷塑的加工喷塑的加工两器的加工两器加工工序:两器包括蒸发器、冷凝器,主要的原材料有铜管、铝箔,两器的加工过程主要就是铜管与铝箔的加工102030405060长U形管(重点工序)翅片(重点工序)穿管胀管切割折弯工艺口烘干110130120100907080制小弯头(重点工序)清洗小弯头套环二次清洗小弯头自动焊接弯头(关键工序)清洁管路防尘包装入库多折蒸发器需要进行的工序两器的加工设备:高速冲床过程:将铝箔卷料生产成为所需翅片控制点:翅片片型、片距的控制两器的加工Φ9.52P=25.4P=22.8Φ7P=19.05P=15.87U管P值长U管机设备:长U弯管机过程:将铜管盘料拉伸、校直、弯制成形控制点:长U管的长度尺寸控制两器的加工设备、工装:穿管台控制点:倒片过程:用长U管将翅片串起来,人工完成两器的加工设备:涨管机过程:依靠液压驱动涨管器,使翅片与铜管紧密接触的过程控制点:涨管尺寸、涨头两器的加工设备:燃气式烘干机作用:烘干两器上的翅片油、弯管油控制点:烘干线炉温的恒定控制两器的加工设备:自动焊接机自动焊接机控制点:焊接火焰的控制过程:利用自动焊接机,将小弯头焊接到两器的长U管末端,形成管路回路系统两器的加工利用压缩空气吹干净两器的每一段回路中的氧化皮;用胶塞将两器的进出口塞住;套上塑料袋,以免灰尘聚集在翅片上
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 beijingmss
beijingmss
本文标题:空调生产流程01
链接地址:https://www.777doc.com/doc-654855 .html