您好,欢迎访问三七文档
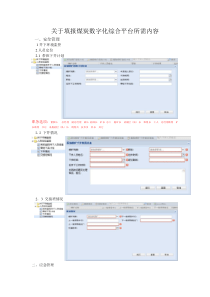
©2007SMTHomeDiscussionGroup()Theinformationcontainedhereinissubjecttochangewithoutnotice锡锡膏膏评评估估验验证证流流程程目录一﹑锡膏的基本数据认证二﹑产线基本检验内容三﹑可靠度测试工程四﹑ROHS指令验证锡膏的基本数据认证1.锡粉的合金成份目的:确认合金的成份与不纯物比例是否符合标准规范的规格。规范标准:参考依据JIS-Z-3282。测试仪器:火花放射光谱仪(如右下图所示)测试方法:(1)从锡膏当中取样约250g并将flux用溶剂洗净。(2)加热使其成为锡块。(3)将锡块样本放置在火花放射光谱仪上。(4)约莫30秒钟之后计算机将自动将所设定测试的合金不纯物比例列出。判定标准:铅含有量不得超出0.1%。火花放射光谱仪0.50.5天天锡膏的基本数据认证2.锡粉颗粒与形状测试目的:良好的锡粉形状(球状)与粒径范围,将有助于印刷时的下锡性。规范标准:依据参考J-STD-005之3.3SolderPowderParticleSize;IPC-TM-650之2.2.14。测试仪器:3D画像测定仪测试方法:使用80倍以上的显微镜观察锡粉外观。并利用随机取样的方式计算出锡粉的粒径分布范围,同时观察锡粉的形状是否呈现为”真球状(正圆球或椭圆球--合格)”或者是”不定形状”Type120μm38-20μm38μmType410%MaximumLessThan90%MinimumBetweenLessThan1%LargerThan20μm45-25μm45μmType320μm75-45μm75μmType220μm150-75μm150μm10%MaximumLessThan80%MinimumBetweenLessThan1%LargerThan3D画像测定仪33天天锡膏的基本数据认证3.助焊剂含有量成份目的:确认助焊剂含量与标准值不超过±0.5%,避免锡膏加热之后残留过多的助焊剂。规范标准:依据参考JIS-Z-3197之6.1篇测试仪器:电子天秤测试方法:锡膏搅拌均匀后,精秤约30克样品至250毫升烧杯中,记录其重量为W1(g)。加入甘油,其量须能完全覆盖锡膏,加热使焊锡与助焊剂完全分离取出固化的焊锡,以水清洗。浸入乙醇中约5分钟,常温下再水洗并干燥之。精秤其重量为W2(g)依据式(1)计算助焊剂含量。助焊剂含量(%)=[(W1-W2)/W1]x100判定标准:是否符合厂商所附规格上的内容(助焊剂含量与标准值不超过±0.5%)。电子天秤11天天锡膏的基本数据认证4.粘度测试目的:确保锡膏有足够的防坍塌性规范标准:依据JIS-Z-3284附件六之5.2篇测试工具:Malcom黏度计PCU203型测试方法:(1)将焊锡膏放在室温或25℃里2~3小时。(2)将焊锡膏容器的盖子打开,用刮刀(SPATULA)避免空气混入小心搅拌1~2分钟。(3)将焊锡膏容器放入恒温槽。(4)回转速度调整在10RPM,温度设定在25℃,约3分钟后确认被Rotor所吸取的焊锡膏出现在排出口后,停止Rotor回转,等到温度回复稳定为止。(5)温度调整完后,设定10RPM,读取3分钟后的粘度值。(6)接着设定3RPM的回转速度,在回转状态下放6分钟。(7)读取6分钟后的粘度值。(8)回转速度由3→4→5→10→20→30→10RPM变化,读取在3,10,30,10RPM时的粘度值。取时间6,3,3,3,1~3,1~3,1分钟。(9)计算出Log(3rpm的读值/30rpm的读值)。判定标准:是否符合厂商所附规格的内容。Malcom黏度计0.50.5天天锡膏的基本数据认证5.卤素含有量成份目的:检测助焊剂中的氯或溴离子含量是否符合规范中所列的含量.规范标准:依据参考JIS-Z-3197之6.5JIS-Z-3284之4.2(Fluxforsolderpaste)测试工具:电位差自动测定仪(KYOTOAT-400);电子自动天平(DenverInstrumentM-120)、回转子、0.02M硝酸银溶液.测试方法:1.精秤约10克锡膏样品至250毫升烧杯中,加入约150毫升乙醇。2.锡膏样品重量x助焊剂含量=锡膏样品中的助焊剂重量(即输入滴定仪之size值)3.将装有样品的烧杯移至电位滴定装置充分搅拌后以0.02M硝酸银溶液滴定至终点。4.滴定仪可自动计算出含量,并绘出电位VS硝酸银溶液耗用体积之图形。电位差自动测定仪电位差自动测定仪11天天锡膏的基本数据认证5.卤素含有量成份判定标准:(1)是否符合厂商所附规格的内容.(2)参照JIS-Z-3284之4.2的规范质量分类:助焊剂的质量分类依助剂的活性度、助焊剂成份的氯含有量、绝缘抵抗值、铜板腐蚀及铜镜腐蚀之有无,如表分类。备注:(1)评价是以96小时后及168小时后的值,24小时后的值如达到96小时后的基准值以下亦可。(2)条件A:温度40℃,相对湿度90%,168小时。条件B:温度85℃,相对湿度85%,168小时。------无腐蚀1×108以上1×1011以上0.5X0.1高III------无腐蚀1×108以上1×1011以上0.1X0.03中II无腐蚀无腐蚀5×108以上1×1011以上0.03以下低I条件B(3)条件A(2)铜镜腐蚀铜板腐蚀绝缘抵抗(1)Ω助焊剂成份的氯含有量%活性度记号锡膏的基本数据认证6.锡珠测试目的:测试锡膏于加热融化后,于氧化铝板上是否收缩成一颗锡球的能力与安定不飞溅的稳定度。规范标准:依据参考JIS-Z-3284之附件十一测试工具:(1)氧化铝(alumina)基板(25×50×0.6~0.8mm)(2)钢板(25×50×0.2mm)中心有直径为6.5mm的孔洞。(3)焊锡浴槽(solderbath)尺寸100×100×75mm或同等品。(4)镊子、刮刀。(5)放大镜:10~20倍(全景观察用),50倍(焊锡球观察用)。测试方法:(1)当锡膏中的焊锡组成为Sn63Pb37及Sn60Pb40时,焊锡槽的温度设定为235±2℃当为其它合金组成时,温度设定为较合金液相温度高0±2℃。(2)将试验用的焊锡膏轻搅拌使其均匀。有必要时等焊锡膏回复至室温止。(3)将钢板置于氧化铝基板上,以刮刀将锡膏施以印刷以使锡膏完全填入金属罩的孔洞中,然后移开钢板并确认经印刷之锡膏的尺寸为直径6.5mm且厚度为0.2mm即制得试验片,制备两个试验样品。(4)遵循流程(5),将其中一个试验样品在条件(a)下加热及熔化并将另一样品在条件(b)下加热及熔化。视需要,在150℃下实施一分钟的预热。氧化铝氧化铝11天天锡膏的基本数据认证6.锡珠测试条件(a)印刷后一小时内条件(b)印刷后在相对湿度为(60±20)%且温度为25±2℃的条件下放置24小时后(5)以刮刀清理焊锡槽中焊锡的表面,将试验样品水平地置于液状焊锡的表面,锡膏熔化5秒钟后将试验样品水平地自液状焊锡的表面移出,令其冷却直到试验样品焊锡固化。判定标准:焊锡(粉末)溶融,焊锡变成一个大球,在周围有直径75μm以下的锡球在3个以下。(符合2级以上)其它5焊锡(粉末)溶融,焊锡变成一个大球,在周围有多数的细球成半连续的环状排列4焊锡(粉末)溶融,焊锡变成一个大球,在周围有直径75μm以下的锡球在3个以上,未成半连续的环状。3焊锡(粉末)溶融,焊锡变成一个大球,在周围有直径75μm以下的锡球在3个以下。2焊锡(粉末)熔化并生成一个大球,且其周围未发现锡球1锡膏的基本数据认证锡膏的基本数据认证77..扩散性试验成份扩散性试验成份目的:测试锡膏的吃锡性,确认其清除氧化物的能力规范标准:依据参考JIS-Z-3197之6.10测试工具:铜板:符合JISH3100之C1201P或者C1220P级的加磷去氧化铜板,其尺寸为0.3x50x50mm。加热板:加热板应能设定及维持温度在220-230℃。分厘卡:符合JISB7502者或等同于或优于彼的量测装置。测试方法:(1)将铜板浸没于二甲苯中并以#500砂纸研磨以去除氧化膜。(2)研磨之后以异丙醇将附着至铜板表面的污物清除,并置于空气中至完全干燥。(3)将铜板置于温度约为150℃的烘箱中1小时以实施氧化处理。(4)将铜板自烘箱中取出并冷却至室温,精秤约0.3克的锡膏至铜板上。(5)将铜板置于温度为220-230℃的加热板上30秒,令锡膏熔化扩散。(6)冷却至室温后,以异丙醇将残余的助焊剂去除,并风干。(7)以分厘卡量测焊锡扩散后的高度并计算扩散率。11天天錫膏的基本資料認証錫膏的基本資料認証77..擴散性試驗成份擴散性試驗成份計算方法:D-H擴散率(%)=---------------x100D其中H:擴散之銲錫的高度(扣除空板厚度);D:假設擴散的銲錫為球體時,其直徑(mm);D=1.24V1/3V:重量/比重判定標準:由於無鉛的擴散率尚未制定標準,但是以目前的經驗,其擴散率大致上介於70~80%為可接受範圍。銅基板銅基板示意圖示意圖锡膏的基本数据认证锡膏的基本数据认证88..润湿性试验润湿性试验目的:测试锡膏的湿润性能力,确保锡膏的吃锡效果规范标准:依据参考JIS-Z-3284之附件十测试仪器:沾锡天秤(如右图)测试材料:(1)试验板试验板以下列所示2种的铜板及黄铜板。(a)铜板JISH3100适合C1201P或C1220P的磷脱酸铜板,尺寸为50×50×0.5mm(b)黄铜板JISH3100适合C2680P的黄铜板,尺寸为50×50×0.5mm(2)砂纸(600番.耐水),异丙醇(3)钢版厚0.2mm、直径6.5mm的孔4个,开在距中心处10mm位置。(4)spatula(刮刀)(5)刮刀(scraper)和手套(6)空器循环干燥器(7)焊锡浴槽(solderbath)尺寸100×100×75mm以上,在Sn60/Pb40的焊锡,保持温度235±2℃或215±2℃的东西,浸渍器具需使用低热容量的东西。沾锡天秤沾锡天秤11天天锡膏的基本数据认证锡膏的基本数据认证88..润湿性试验润湿性试验测试方法:有关铜板及黄铜板的两试验板,各试验一次。手不要接触到试验板,以下的作业需带手套实行之。(1)将焊锡浴槽设定在温度235±2℃。如考虑用VPS时则设定在215±2℃。(2)焊锡膏放置到与室温相同为止。(3)用异丙醇将铜及黄铜的试验板擦拭干净。(4)将试验片的单面用砂纸沾水研磨。首先,同一方向研磨,接着再以先前呈直角的方向研磨。(5)用异丙醇再次擦拭表面。将焊锡膏用刮刀(spatula)搅拌均匀。(6)表面研磨后的1小时内,把钢板盖在表面。(7)涂抹焊锡膏,用刮刀将钢板上的孔完全涂满。自基板取下钢板。(8)如预备干燥时,将涂有焊锡膏试验板放到150℃的空气循环干燥器里处理1分钟。(9)焊锡溶槽的表面用刮板加以清除干净。(10)为使溶融焊锡与基板有一良好的热接触,将表面涂有焊锡膏的基板以水平放置在焊锡浴槽上加热,自焊锡融解起5秒后,将基板以水平方式自焊锡浴槽中取出。(11)以水平位置放置直到基板上焊锡固化为止,检查扩散程度。锡膏的基本数据认证锡膏的基本数据认证88..润湿性试验润湿性试验试验板并无焊锡濡润的样子,溶融焊锡变成一个或多数量锡球的状态(Non-wetting)4涂布焊锡膏处大部份为焊锡所濡润的状态(亦包含有De-wetting)。3涂布焊锡膏处完全为焊锡所濡润的状态。2由焊锡膏融解的焊锡,把试验板濡润,扩散到所涂布焊锡膏面积以上的状态。1扩散状态扩散程度备注:1.在黄铜板上,焊锡因毛细现象,沿着锉刀的沟有时会扩散到主要扩散面积以外的地方,此多余的扩散为无光泽,可不予理会。2.有时亦会有极细小的小锡球,此为回焊不均匀所致,不特别加以评价。3.将焊锡浴槽设定235±2℃的理由,为考虑使用共晶焊锡。有关共晶焊锡以外的合金时,焊锡浴槽设定温度为比合金的液相线温度高50±2℃。使用VPS时,试验温度设定在
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 zhujialang
zhujialang
本文标题:锡膏评估验证流程
链接地址:https://www.777doc.com/doc-657589 .html