您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 企业文化 > 九江大化肥废水处理运行实践及分析
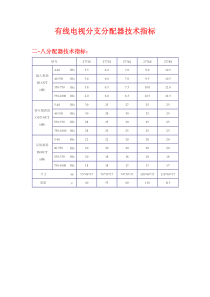
九江大化肥废水处理运行实践及分析1设计简况九江大化肥废水处理A/O工艺系统采用同心圆式的硝化反硝化池,内径9.5m,外径12.7m,反硝化区有效体积205m3,硝化区有效体积318m3,设计进水量1200m3/d,设计出水水质见表1。工艺流程如图1所示,废水首先进入反硝化池,与回流污泥经推流式搅拌机混合均匀,发生反硝化反应(若搅拌机发生故障,可将通入反硝化池的空气管微开),然后水经底部回流窗进入硝化池发生硝化反应,硝化后的水在鼓风动力作用下一部分通过上部回流窗回流到反硝化池,一部分经溢流堰通过重力作用流入脱气池脱气,脱气后的水最后在二沉池内进行泥水分离,澄清后的水经溢流堰流入暴雨调节池,经泵提升至长江,污泥一部分回流,一部分进行浓缩脱水外运。整个A/O工艺采取A、B两个系列并列运行。表1设计出水水质项目COD/mg/LBOD5/mg/LNH3—N/mg/LSS/mg/L出水≤100≤30≤15≤70图1工艺流程图1反硝化池2硝化池3固定螺旋曝气器4推流式搅拌机5溢流堰6脱气池7二沉池2活性污泥培养及驯化从上海金山石化废水处理厂接种4t经脱水后的活性污泥,用水稀释至300m3,MLSS为380mg/L。在培养期间,按甲醇∶尿素∶磷酸=100∶8∶3的比例投加营养物,控制COD负荷率在0.34~0.40kg/(kgMLSS.d)之间(其中1kg甲醇相当于1.5kgCOD)。当MLSS达到1500mg/L时,补充生活污水至500m3,约90d后,污泥颜色逐渐由黑色变成淡红色,最后变为红棕色,MLSS达到5000mg/L以上。培养结束后转入驯化阶段,启动污泥循环系统。驯化过程中,COD负荷率控制在0.2kg/(kgMLSS.d)左右,NH3—N负荷率控制在0.016kg/(kgMLSS.d)左右。3稳定运行阶段当污泥经30d驯化后,该废水处理进入稳定运行阶段,下面就其稳定运行阶段的COD负荷率、NH3—N负荷率、COD/TN同COD去除率、NH3—N去除率的相互关系逐一分析,并对温度控制作一介绍。3.1COD负荷率同COD去除率之间的关系(见图2)由图2可知,当COD负荷率在0.23~0.50kg/(kgMLSS.d)之间,COD去除率达95%以上,在0.15~0.2kg/(kgMLSS.d)之间,COD去除率在80%以上,低于0.15kg/(kgMLSS.d),COD去除率在60%~80%之间。在COD负荷率高于0.15kg/(kgMLSS.d)时,COD去除率仍然较高,其原因是由于前置缺氧对COD降解的功能增强,这一点在污泥第一次受到COD负荷冲击时表现出来,COD值平均12808mg/L,超过设计值11.6倍,但COD去除率仍在73%~83%之间,而随着COD负荷率提高,COD对硝化菌有抑制作用,硝化反应受到影响,出水NH3—N偏高。图2COD负荷率同COD去除率关系3.2NH3—N负荷率同NH3—N去除率之间的关系(见图3)由图3可知,NH3—N负荷率在0.023~0.040kg/(kgMLSS.d)之间,NH3—N去除率达85%以上,TN去除率达80%以上。NH3—N负荷率超过0.040kg/(kgMLSS.d)时,虽然NH3—N去除率在60%以上,但出水NO-3—N浓度偏高,TN去除率仅在40%~50%左右。并且NO-3—N可能在二沉池内发生脱氮反应,产生污泥上浮现象,致使出水悬浮物浓度偏高。图3NH3—N负荷率同NH3—N去除率关系3.3COD/TN与COD去除率关系(见图4)化肥工业废水中甲醇含量高,甲醇属于易降解的有机物,可生化性好,同时前置缺氧也增强了COD的降解功能。由图4可知,COD/TN在4~25之间时,COD去除率在80%以上,而在COD/TN4时,COD去除率低于80%。图4COD/TN与COD去除率关系3.4COD/TN与NH3—N去除率关系(见图5)由图5可知,COD/TN在10~16左右,NH3—N去除率高,COD/TN10或COD/TN16去除效果不佳。当进水NH3—N偏高,COD/TN≤5,出水NH3—N偏高,表明由于进水基质不足,虽然活性污泥内一部分微生物死亡自溶,释放出有机碳,作为内碳源,但反硝化速率降低,而在COD/TN16时,说明进水COD偏高,经过缺氧阶段降解一部分COD后,进入硝化阶段,COD仍然偏高,对硝化菌有抑制作用,从而影响硝化反应进行,结果出水NH3—N偏高。图5COD/TN与NH3—N去除率关系3.5水温控制前置缺氧脱氮A/O工艺,控制好硝化速度是关键,而硝化菌种数和数量多少是保证硝化速度的前提。硝化菌的生长比较缓慢,泥龄和水温是重要的控制因素,尤其是水温的控制显得极为重要。一般控制水温在25℃。4运行分析4.1污泥受COD和NH3—N冲击在稳定运行阶段后一个月,随着合成氨工段和尿素工段的相继开车,每天水质处于波动不稳定状况,进水COD平均在12808mg/L,超过设计值11.6倍,最高达25万mg/L。由于COD含量偏高,厌氧菌迅速繁殖,好氧菌受到抑制,曝气池污泥颜色由红棕色变成黑色,因此受到COD冲击的曝气池形同一个厌氧池,处理NH3—N能力减弱。在污泥受COD冲击后不久,由于误操作,引入尿素工艺冷凝液,NH3—N高达3065mg/L,致使整个曝气池中COD/TN完全失调,丧失了处理NH3—N的能力。经过两次冲击后的污泥,污泥中的微生物以厌氧菌占绝对优势菌种,因此转变曝气池中以硝化菌占优势菌种,使其恢复原状,可以考虑两种途径:①重新驯化;②自然恢复。根据这两种方案分别对A、B系列采取相应措施:A系列引进生活污水,将反硝化池的空气管打开,抑制厌氧菌生长;B系列按照驯化的要求重新驯化,由于NH3—N浓度较高,因此B系列在封闭曝气过程中,白色泡沫充斥整个池面,每天停止曝气1~2h,引进生活污水置换出白色泡沫。结果表明,经过30d后,A池污泥首先由黑色变成红褐色,而B池污泥颜色不稳定,依次出现的颜色为黑色→淡红色→淡绿色→黑色,再经过15d后,A池污泥颜色已恢复红棕色,而B池污泥颜色仍然是黑色,后将A池污泥倒入B池,B池颜色才逐渐变成红棕色。综合两种方案,利用硝化菌的自然世代更替(一般为15~30d),引进生活污水作其营养源,既经济又方便,不须投入大量人力、财力、物力,节省不必要的开支。4.2污泥循环受阻由于大量防腐层脱落,聚集在二沉池泥浆斗里,导致大量污泥堆积在二沉池内,同时NO-3—N在反硝化作用下发生脱氮反应,污泥上浮,造成大量污泥流失。处理水量及NO-3—N能力均减小。当污泥循环泵堵塞时,大量污泥积聚在回流污泥池内,污泥发酵变臭发黑。由于未及时清理,污泥循环至曝气池,污泥颜色变成黑色,处理NH3—N能力降低。通过清理二沉池、回流污泥泵,停止进工业废水,引进生活污水,排出发黑污泥等办法,污泥颜色不过几天逐渐恢复红棕色,因此污泥循环畅通是保证处理效果的前提。4.3污泥循环泵设计问题污泥循环泵原设计采用液下泵,由于采用回流污泥作冷却水,导致轴承体磨损严重,振动大,后将冷却水改为生产水,但因泵轴太长,振动亦大,并且容易堵塞,运行性能极差,需要经常检修,迫使污泥循环中断,只得采用两台潜水泵代替回流污泥泵。而潜水泵的电缆线长期浸没在污泥中,容易腐烂,导致短路烧坏潜水泵,故建议将液下泵改为自吸式离心泵或螺杆泵。5结束语(1)若要使出水COD、NH3—N效果好,控制COD负荷率在0.23~0.50kg/(kgMLSS.d)左右,NH3—N负荷率控制在0.023~0.040kg/(kgMLSS.d),COD/TN控制在10~16左右。若COD/TN偏低,可以考虑外投加甲醇;若COD/TN偏高,可以考虑投加尿素。(2)调节好硝化液内回流比。若出水NH3—N偏高,通过调小内回流比,使NH3—N反应充分些;若出水NO-3—N偏高,通过调大内回流比,使NO-3—N脱氮反应更加完全些。(3)控制好DO。硝化区DO控制在2~3mg/L,避免内硝化液携带DO进入反硝化区,使反硝化菌完全利用NO-3—N中的氧进行呼吸,达到完全脱氮目的,同时又可节省电费。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 8424899
8424899
本文标题:九江大化肥废水处理运行实践及分析
链接地址:https://www.777doc.com/doc-6581973 .html